



Mechanism and experiment on high-efficiency chip removal in ultrasonic vibration core drilling of CFRP
-
摘要:
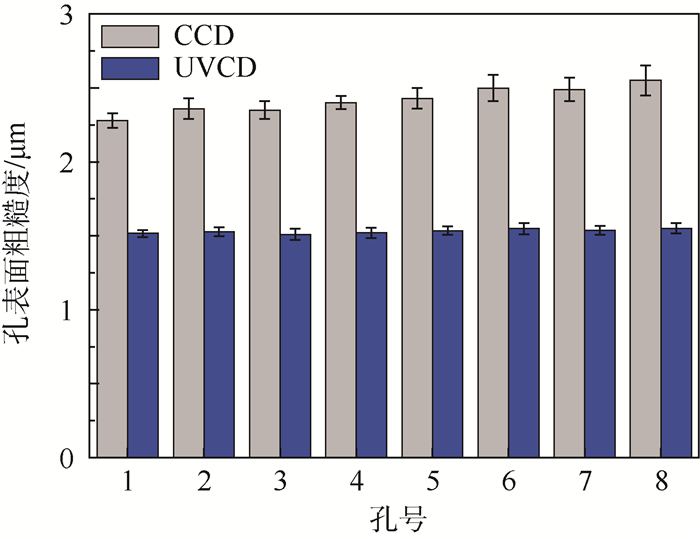
针对碳纤维增强复合材料(CFRP)在普通套磨钻孔(CCD)过程中,切屑粉尘粘刀和料芯堵刀导致的排屑效果较差而影响套磨加工效率和加工质量的问题,采用超声振动套磨钻孔(UVCD)新技术进行了CFRP高效套磨钻孔的基础理论和实验研究。从理论上分析了CFRP超声振动套磨钻孔原理和高效排屑机理,同时结合所设计的超声振动气钻和车床平台实验验证了CFRP超声振动套磨钻孔的高效排屑钻孔效果。结果表明:相比于CFRP普通套磨钻孔,超声振动套磨钻孔极大提高了切屑粉尘和料芯的排屑效果,有效防止了切屑粉尘粘刀和料芯堵刀现象,明显降低了12%~20%的钻削力、16%~24%的切削温度和33%~39%的孔表面粗糙度,明显改善了CFRP孔加工质量并且延长了套磨刀具使用寿命。
-
关键词:
- 碳纤维增强复合材料(CFRP) /
- 金刚石套磨刀具 /
- 超声振动套磨钻孔(UVCD) /
- 高效排屑 /
- 加工质量
Abstract:To solve the problems of poor chip removal effects like the chip adhesion and rod jamming of core drill tool that would have a significantly negative influence on machining efficiency and machining quality during common core drilling (CCD) process of carbon fiber reinforced plastics (CFRP) using a core drill, the novel ultrasonic vibration core drilling (UVCD) technology was employed so as to carry out the basic theory and experiment study of high-efficiency core drilling CFRP. The core drilling principle and high-efficiency chip removal mechanism of UVCD were analyzed by theoretical method, meanwhile the machining effects of high-efficiency chip removal in UVCD of CFRP was verified by experimental method with a designed ultrasonic vibration air drill and lathe platform. The results indicate that compared with the CCD of CFRP, in the UVCD process, the chip removal effects of chip and rod are greatly improved, the problems of chip adhesion and rod jamming of core drill tool are effectively prevented, the thrust force, cutting temperature and hole surface roughness decrease by 12%-20%, 16%-24% and 33%-39% respectively, the machining quality of CFRP hole is obviously improved, and the tool life of core drill will be evidently prolonged.
-

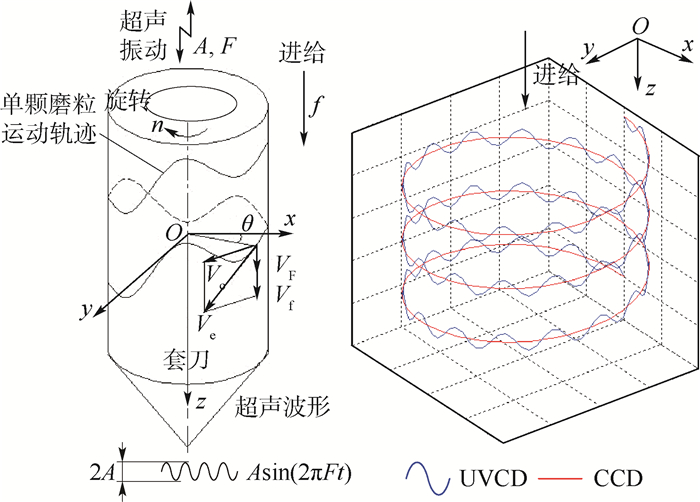
图 2 UVCD过程套刀单颗磨粒运动轨迹示意图
Figure 2. Schematic of motion trajectory of single grain on diamond core drill in UVCD process

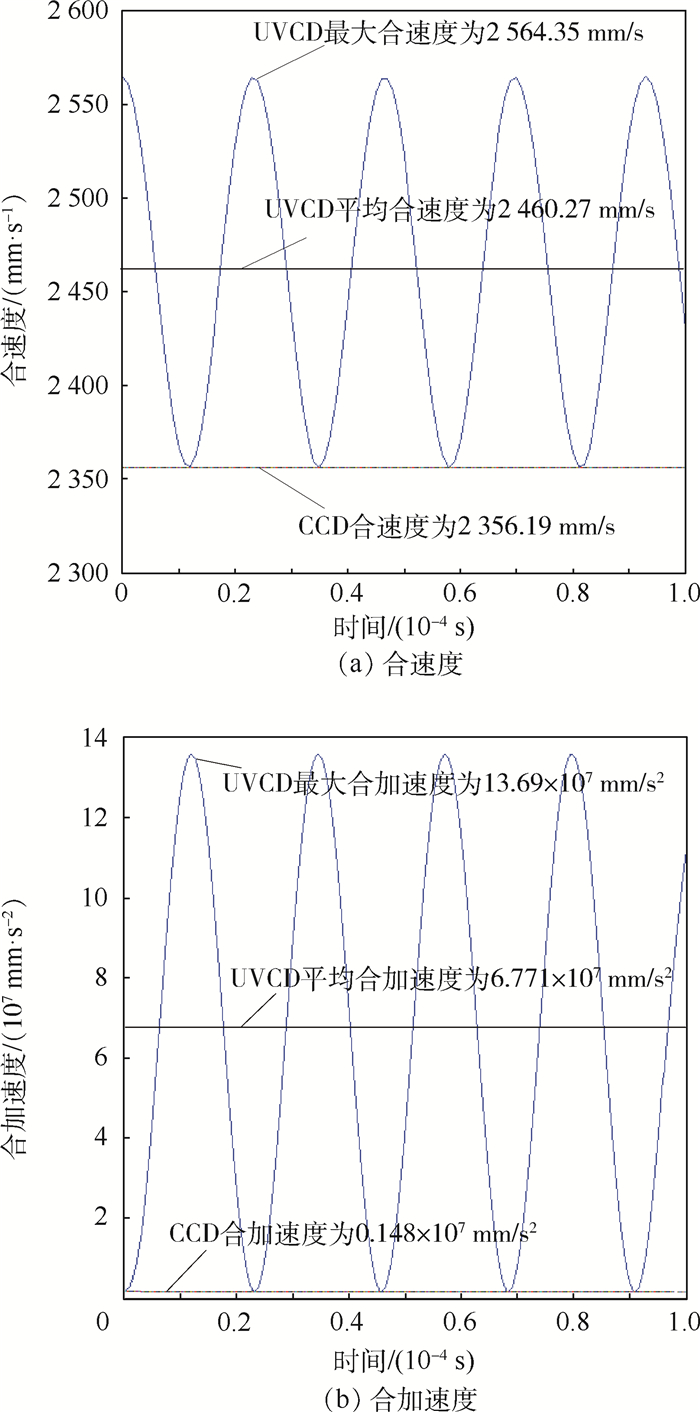
图 3 CCD和UVCD的合速度与合加速度对比
Figure 3. Comparison of synthetic cutting velocity and acceleration in CCD and UVCD

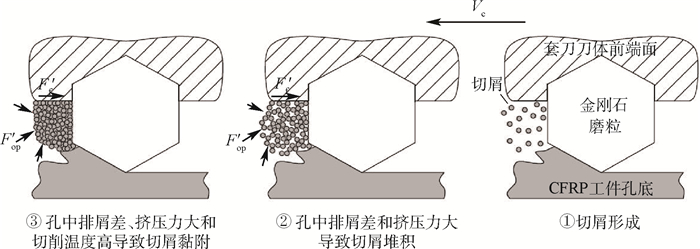
图 4 CCD连续切削过程套刀前端面单颗磨粒切削及切屑黏附过程模型
Figure 4. Model of single grain cutting and chip adhesion of core drill end face in CCD with continuous cutting process

图 5 UVCD分离切削过程套刀前端面单颗磨粒切削及高效排屑过程模型
Figure 5. Model of single grain cutting and high-efficiency chip removal of core drill end face in UVCD with separated cutting process

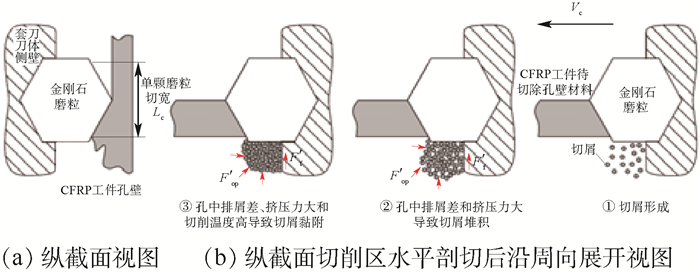
图 6 CCD连续切削过程套刀侧壁单颗磨粒切削及切屑黏附过程模型
Figure 6. Model of single grain cutting and chip adhesion of core drill lateral face in CCD with continuous cutting process

图 7 UVCD分离切削过程套刀侧壁单颗磨粒切削及高效排屑过程模型
Figure 7. Model of single grain cutting and high-efficiency chip removal of core drill lateral face in UVCD with separated cutting process

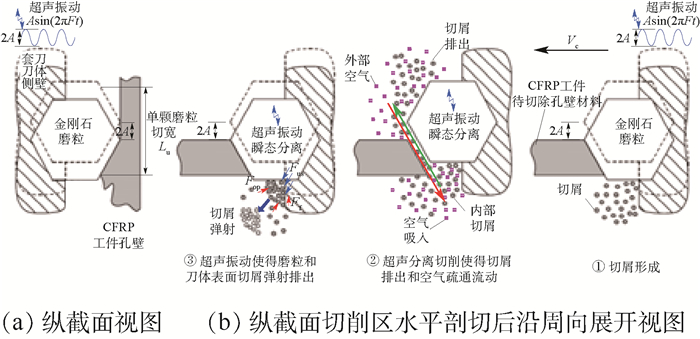
图 8 周期性接触-分离的UVCD切削过程的空气流动和切屑排出模型
Figure 8. Model of air and chip dredged to flow and eject in UVCD with periodic contact and separation cutting process

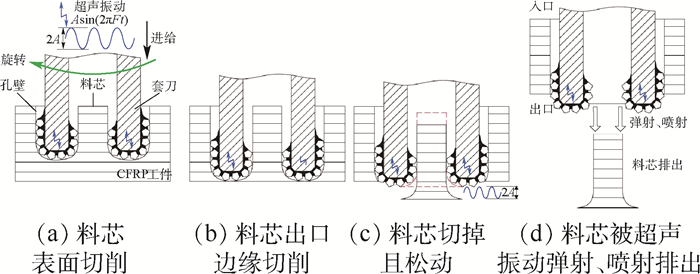
图 9 UVCD提高料芯排出和防止料芯堵塞套磨刀具模型
Figure 9. Model of improved rod removal and prevention of rod jammed into core drill in UVCD

图 10 实验中套刀及其磨粒分布
Figure 10. Diamond core drill in experiment and associated grain distribution

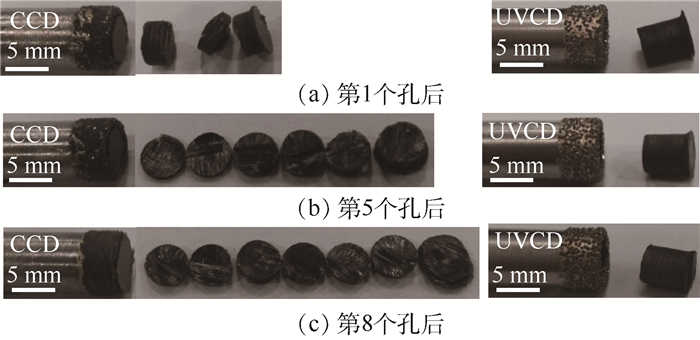
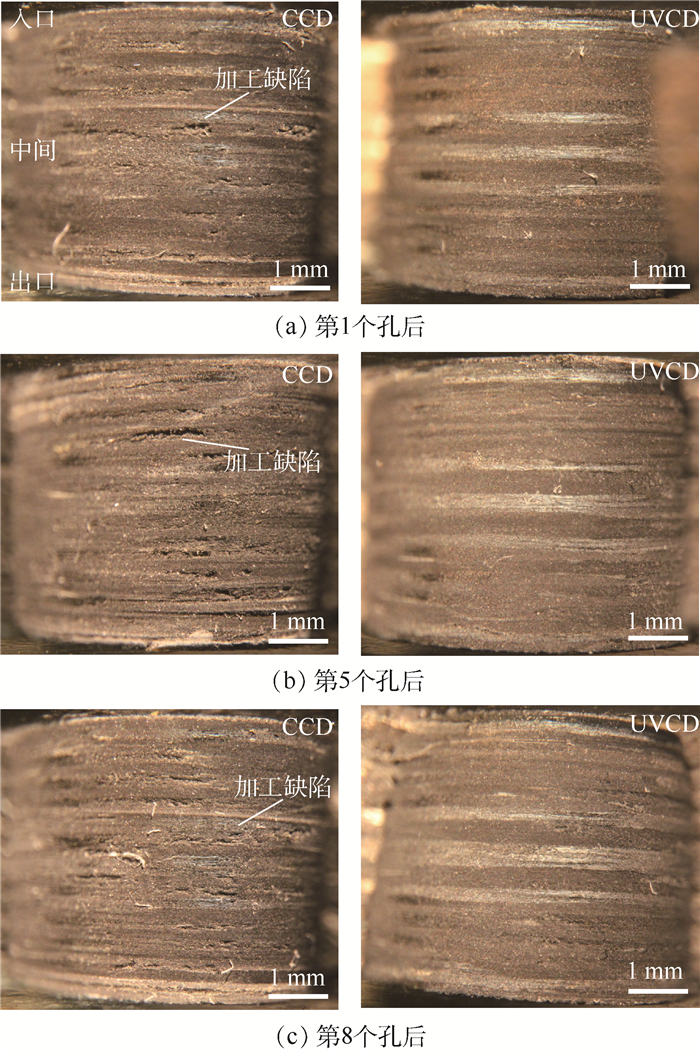
图 12 CFRP普通套磨和超声振动套磨在第1、5和8个孔后的排屑效果对比
Figure 12. Comparison of removal effects of chip and rod after the first, fifth and eighth drilled hole in CCD and UVCD of CFRP

图 13 CFRP普通套磨和超声振动套磨的钻削力与切削温度对比
Figure 13. Comparison of thrust force and cutting temperature in CCD and UVCD of CFRP

图 14 CFRP普通套磨和超声振动套磨在第8个孔后刀具磨粒微观观察
Figure 14. Microscopic observation of tool grain after the eighth drilled hole in CCD and UVCD of CFRP

图 15 CFRP普通套磨和超声振动套磨的孔表面粗糙度对比
Figure 15. Comparison of surface roughness in CCD and UVCD of CFRP

图 16 CFRP普通套磨和超声振动套磨在第1、5和8个孔后表面质量微观观察
Figure 16. Microscopic observation of surface quality after the first, fifth and eighth drilled hole in CCD and UVCD of CFRP
表 1 CFRP普通套磨和超声振动套磨实验条件
Table 1. Experimental conditions in CCD and UVCD of CFRP
参数 CCD UVCD 钻孔直径/mm 7.5 7.5 钻孔深度/mm 5 5 磨粒粒径/mm 0.25 0.25 转速/(r·min-1) 6 000 6 000 进给/(mm·s-1) 0.5 0.5 超声振动频率/kHz 0 21.5 振幅/μm 0 7.5 注:CCD与UVCD刀具类型均为套刀,均不冷却。  下载: 导出CSV
下载: 导出CSV
-
[1] 杜善义, 关志东.我国大型客机先进复合材料技术应对策略思考[J].复合材料学报, 2008, 25(1):1-10. doi: 10.3321/j.issn:1000-3851.2008.01.001DU S Y, GUAN Z D.Strategic considerations for development of advanced composite technology for large commercial aircraft in China[J].Acta Materiae Compositae Sinica, 2008, 25(1):1-10(in Chinese). doi: 10.3321/j.issn:1000-3851.2008.01.001 [2] 沈军, 谢怀勤.先进复合材料在航空航天领域的研发与应用[J].材料科学与工艺, 2008, 16(5):737-740. doi: 10.3969/j.issn.1005-0299.2008.05.036SHEN J, XIE H Q.Development of research and application of the advanced composite materials in the aerospace engineering[J].Materials Science and Technology, 2008, 16(5):737-740(in Chinese). doi: 10.3969/j.issn.1005-0299.2008.05.036 [3] 杜善义.先进复合材料与航空航天[J].复合材料学报, 2007, 24(1):1-12. doi: 10.3321/j.issn:1000-3851.2007.01.001DU S Y.Advanced composite materials and aerospace engineering[J]. Acta Materiae Compositae Sinica, 2007, 24(1):1-12(in Chinese). doi: 10.3321/j.issn:1000-3851.2007.01.001 [4] 陈亚莉.F-35战斗机复合材料蒙皮的切削加工技术[J].航空制造技术, 2010(15):34-36. doi: 10.3969/j.issn.1671-833X.2010.15.003CHEN Y L.Cutting technology for F-35 composites skin[J]. Aeronautical Manufacturing Technology, 2010(15):34-36(in Chinese). doi: 10.3969/j.issn.1671-833X.2010.15.003 [5] 廖勋鸿, 廖名华, 王鑫秀, 等.C/C复合材料在火箭发动机和飞机上的应用[J].炭素, 2002(3):11-13. doi: 10.3969/j.issn.1001-8948.2002.03.008LIAO X H, LIAO M H, WANG X X, et al.Application of C/C composite materials for rocket engine and airplane[J].Carbon, 2002(3):11-13(in Chinese). doi: 10.3969/j.issn.1001-8948.2002.03.008 [6] 蔡闻峰, 薛小平.先进复合材料结构飞机机械连接技术现状及发展方向[J].航空精密制造技术, 2010(2):22-24. http://d.old.wanfangdata.com.cn/Periodical/hkjmzzjs201002021CAI W F, XUE X P.State-of-art and development direction of mechanical connection technology for advanced composite structure aircraft[J]. Aviation Precision Manufacturing Technology, 2010(2):22-24(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/hkjmzzjs201002021 [7] 谢海龙, 董志刚, 康仁科, 等.C/E复合材料螺旋铣孔切屑形状与出口温度研究[J].北京航空航天大学学报, 2017, 43(2):328-334. doi: 10.13700/j.bh.1001-5965.2016.0161XIE H L, DONG Z G, KANG R K, et al.Chips and cutting temperature of helical milling of C/E composites[J].Journal of Beijing University of Aeronautics and Astronautics, 2017, 43(2):328-334(in Chinese). doi: 10.13700/j.bh.1001-5965.2016.0161 [8] WANG B, GAO H, WEN Q, et al.Influence of cutting heat on quality of drilling of carbon/epoxy composites[J].Materials and Manufacturing Processes, 2012, 27(9):968-972. doi: 10.1080/10426914.2011.610079 [9] 张厚江.碳纤维复合材料(CFRP)钻削加工技术的研究[D].北京: 北京航空航天大学, 1998. http://cdmd.cnki.com.cn/Article/CDMD-10006-2005113709.htmZHANG H J.Study on the drilling technology of CFRP[D].Beijing: Beihang University, 1998(in Chinese). http://cdmd.cnki.com.cn/Article/CDMD-10006-2005113709.htm [10] WEI J C, JIAO G Q, JIA P R, et al.The effect of interference fit size on the fatigue life of bolted joints in composite laminates[J].Composites Part B:Engineering, 2013, 53:62-68. doi: 10.1016/j.compositesb.2013.04.048 [11] SALEEM M, TOUBAL L, ZITOUNE R, et al. Investigating the effect of machining processes on the mechanical behavior of composite plates with circular holes[J].Composites Part A:Applied Science and Manufacturing, 2013, 55:169-177. doi: 10.1016/j.compositesa.2013.09.002 [12] KARIMI N Z, HEIDARY H, AHMADI M. Residual tensile strength monitoring of drilled composite materials by acoustic emission[J]. Materials and Design, 2012, 40:229-236. doi: 10.1016/j.matdes.2012.03.040 [13] HE C H, TSAO C C.Effects of special drill bits on drilling-induced delamination of composite materials[J].International Journal of Machine Tools and Manufacture, 2006, 46(12-13):1403-1416. doi: 10.1016/j.ijmachtools.2005.10.004 [14] TSAO C C, HE C H.Parametric study on thrust force of diamond core drill[J].Journal of Materials Processing Technology, 2007, 192:37-40. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=c2a148b69af9f4f7b508bd0d54df2330 [15] HE C H, TSAO C C.Effects of peripheral drilling moment on delamination using special drill bits[J].Journal of Materials Processing Technology, 2008, 201(1):471-476. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=3bab71a12e9ed89bea10417a21d0fa4d [16] LIU J, ZHANG D Y, QIN L G, et al.Feasibility study of the rotary ultrasonic elliptical machining of carbon fiber reinforced plastics (CFRP)[J].International Journal of Machine Tools and Manufacture, 2012, 53(1):141-150. doi: 10.1016/j.ijmachtools.2011.10.007 [17] GENG D X, ZHANG D Y, XU Y G, et al.Comparison of drill wear mechanism between rotary ultrasonic elliptical machining and conventional drilling of CFRP[J].Journal of Reinforced Plastics and Composites, 2014, 33(9):797-809. doi: 10.1177/0731684413518619 [18] 张瑞风.复合材料数控钻铣实验台研制及功能实验研究[D].大连: 大连理工大学, 2010. http://cdmd.cnki.com.cn/Article/CDMD-10141-1011023010.htmZHANG R F.Development of CNC machine tool for drilling & milling composite materials and experimental studies on its functions[D].Dalian: Dalian University of Technology, 2010(in Chinese). http://cdmd.cnki.com.cn/Article/CDMD-10141-1011023010.htm [19] CONG W L, FENG Q, PEI Z J, et al.Rotary ultrasonic machining of carbon fiber-reinforced plastic composites:Using cutting fluid vs.cold air as coolant[J].Journal of Composite Materials, 2012, 46, 14(2):1745-1753. http://cn.bing.com/academic/profile?id=06707f9381d373d00192c9b527846e23&encoded=0&v=paper_preview&mkt=zh-cn [20] CONG W L, PEI Z J, DEINES T W, et al.Rotary ultrasonic machining of CFRP using cold air as coolant:Feasible regions[J].Journal of Reinforced Plastics and Composites, 2011, 30(10):899-906. doi: 10.1177/0731684411416266 [21] CONG W L, PEI Z J, FENG Q, et al.Rotary ultrasonic machining of CFRP:A comparison with twist drilling[J].Journal of Reinforced Plastics and Composites, 2012, 31(5):313-321. doi: 10.1177/0731684411427419 [22] ZHANG L B, WANG L J, LIU X Y, et al.Mechanical model for predicting thrust and torque in vibration drilling fibre-reinforced composite materials[J].International Journal of Machine Tools and Manufacture, 2001, 41(5):641-657. doi: 10.1016/S0890-6955(00)00105-X [23] 隈部淳一郎.精密加工振动切削(基础与应用)[M].韩一昆, 薛万夫, 孙祥根, 译.北京: 机械工业出版社, 1985: 19-96.KUMABE J.Precision machining and vibration cutting-foundation and application[M].HAN Y K, XUE W F, SUN X G, translated.Beijing: China Machine Press, 1985: 19-96(in Chinese). [24] 梁延德, 魏剑宇, 何福本, 等.超声波近场悬浮稳定性提高方法与实验研究[J].机械设计与制造, 2015(11):46-49. doi: 10.3969/j.issn.1001-3997.2015.11.012LIANG Y D, WEI J Y, HE F B, et al.The improvement method and experiment study of levitated stability in near field acoustic levitation[J].Machinery Design and Manufacture, 2015(11):46-49(in Chinese). doi: 10.3969/j.issn.1001-3997.2015.11.012 [25] CHU B T, APFEL R E.Acoustic radiation pressure produced by a beam of sound[J].Journal of the Acoustical Society of America, 1982, 72(6):1673-1687. doi: 10.1121/1.388660 -

 下载:
下载:







 点击查看大图
点击查看大图

计量
- 文章访问数: 603
- HTML全文浏览量: 64
- PDF下载量: 331
- 被引次数: 0
