



-
摘要:
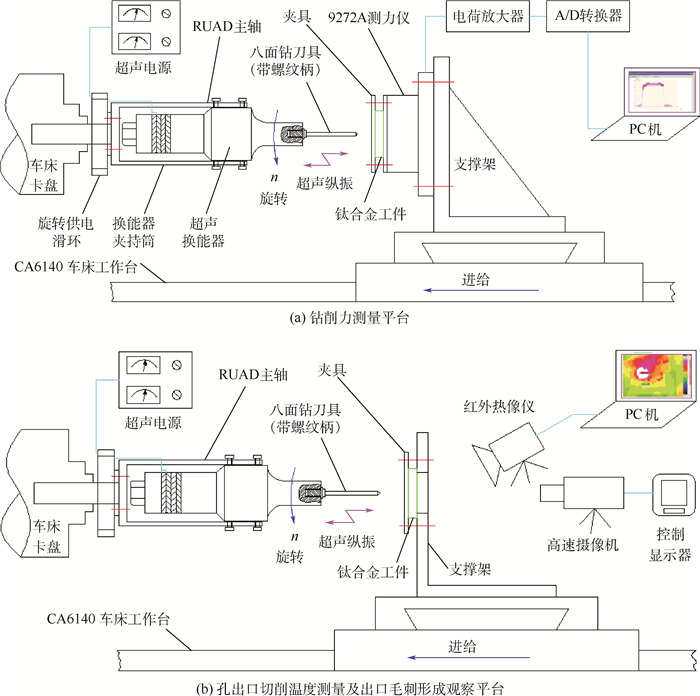
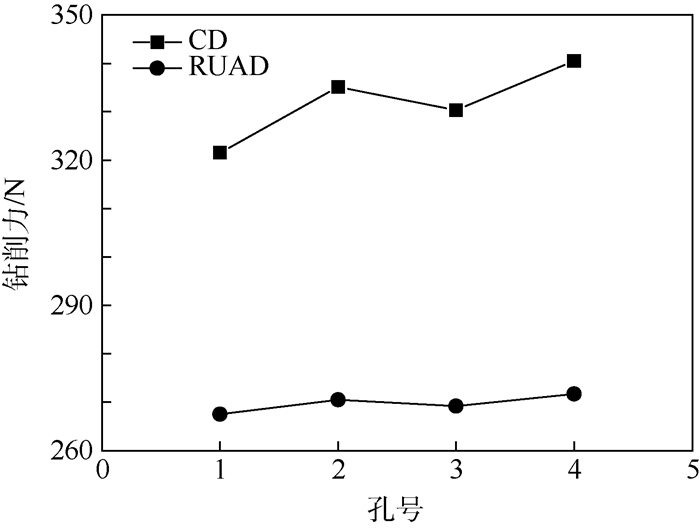
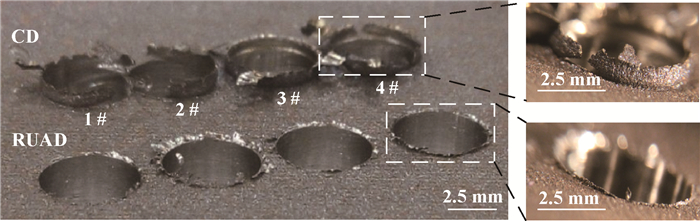
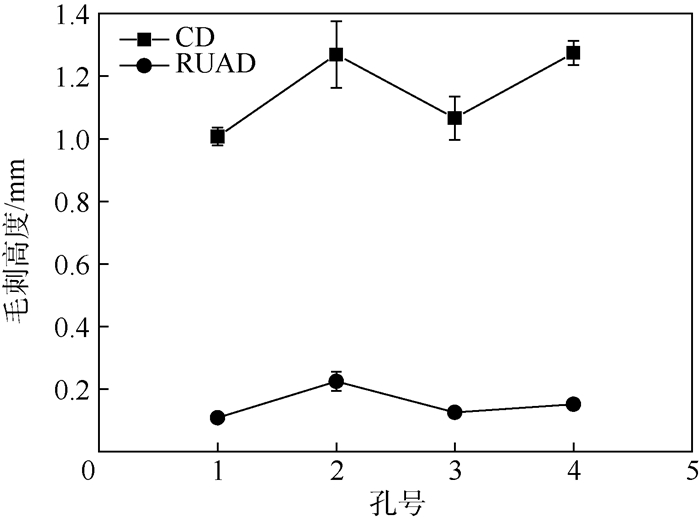
针对航空航天领域钛合金难加工材料采用普通麻花钻传统钻削过程中孔出口毛刺大、导致去毛刺困难及影响紧固件装配质量的问题,提出了一种基于新刃型刀具(八面钻)的钛合金旋转超声辅助钻削(RUAD)的新技术。分析了RUAD原理,采用文中所设计的RUAD主轴结合CA6140车床平台、测力系统、测温系统、高速摄影系统以及非接触激光测量系统进行了钛合金RUAD制孔试验和孔出口毛刺研究,对比普通钻削(CD)分析了RUAD降低孔出口毛刺的机理,并建立了基于八面钻的CD和RUAD的毛刺形成模型。试验结果表明:相比于CD,RUAD明显降低钻削力、孔出口最高切削温度和毛刺高度,分别降低了16.79%~20.2%,18.54%~ 21.68%和82.27%~89.18%,极大降低了钛合金孔出口去毛刺的困难和制造成本,提高了生产进度。
-
关键词:
- 钛合金 /
- 旋转超声辅助钻削(RUAD) /
- 八面钻 /
- 钻削力 /
- 出口毛刺
Abstract:In aerospace industries, to solve the problem of big exit burr which leads to the difficulty in deburring operations and poor assembly quality of fastener after the traditional drilling process of the difficult-to-cut materials like titanium alloys using a twist drill, the rotary ultrasonic-assisted drilling (RUAD) technology of titanium alloys based on a novel tool (i.e., 8-facet drill) was proposed. The principles of RUAD process and motion trajectory of tool cutter tooth in RUAD were analyzed. And then, the drilling experiments were performed with a designed RUAD spindle unit, CA6140 lathe, measurement system of thrust force, measurement system of cutting temperature, high-speed video camera system and non-contact laser measurement system, and the type and size of exit burr were studied. In contrast to the common drilling (CD) of titanium alloys, the mechanisms of small or low burr height generated in RUAD were discussed and analyzed, and the theory models of burr formation mechanisms in CD and RUAD were obtained based on the high-speed camera images of burr formation and principle analysis of RUAD. The experimental results indicate that compared with CD, in RUAD process, the thrust force, maximum cutting temperature near the drilled hole exit and burr height of hole exit decrease by 16.79%-20.2%, 18.54%-21.68% and 82.27%-89.18% respectively, which greatly reduces the troubles and manufacturing costs of deburring operations and improves the production process.
-
Key words:
- titanium alloys /
- rotary ultrasonic-assisted drilling (RUAD) /
- 8-facet drill /
- thrust force /
- exit burr
-

图 1 RUAD原理图以及CD和RUAD的刀具上每一刀齿的运动轨迹
Figure 1. Schematic of RUAD and motion trajectory of each cutter tooth for CD and RUAD

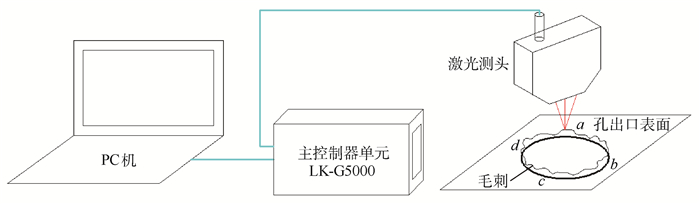
图 5 孔出口毛刺高度的非接触激光测微仪系统测量
Figure 5. Non-contact measurement of hole exit burr height by a laser micrometer system

图 6 CD和RUAD的稳定钻削阶段的平均钻削力比较
Figure 6. Comparison of mean thrust force in stable drilling stage between CD and RUAD

图 7 CD和RUAD的孔出口最高切削温度比较
Figure 7. Comparison of maximum cutting temperature near drilled hole exit between CD and RUAD

图 8 CD和RUAD的孔出口毛刺类型和尺寸比较
Figure 8. Comparison of burr type and size of drilled hole exit between CD and RUAD

图 9 CD和RUAD的孔出口毛刺高度比较
Figure 9. Comparison of burr height of drilled hole exit between CD and RUAD

图 10 毛刺形成机理的拟建立理论模型和高速摄影照片
Figure 10. Proposed theory model and high-speed camera photographs of burr formation mechanisms
表 1 钛合金工件材料属性
Table 1. Material properties of titanium alloys workpiece
材料属性 数值 密度/(kg·m-3) 4505 硬度/HRC 36~40 弹性模量/GPa 110 泊松比 0.34 拉伸强度/MPa 902  下载: 导出CSV
下载: 导出CSV
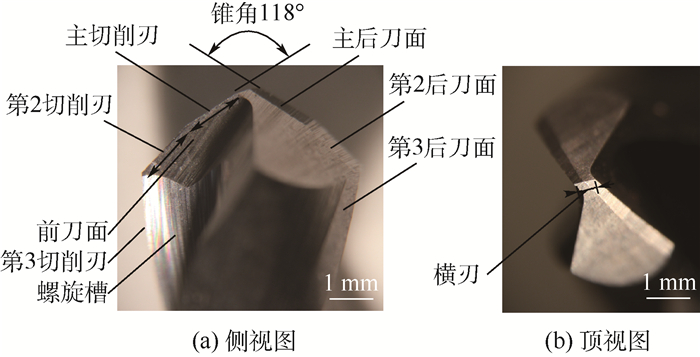
表 2 八面钻刀具几何参数
Table 2. Geometric parameters of 8-facet drill cutter
参数 数值 直径/mm 5.0 总长度/mm 78 锥角/(°) 118 第2锥角/(°) 90 刃前角/(°) 8 刃后角/(°) 12 螺旋角/(°) 35 横刃宽度/mm 0.7 主切削刃长度/mm 1.5 第2切削刃长度/mm 1.5 主切削刃宽度/mm 0.5 第2切削刃宽度/mm 0.5 第3切削刃宽度/mm 0.8
下载: 导出CSV
表 3 试验条件和参数
Table 3. Test conditions and parameters
条件及参数 CD RUAD 刀具类型 八面钻 八面钻 刀具材料 硬质合金 硬质合金 涂层 无 无 冷却 无 无 钻孔直径/mm 5.0 5.0 钻孔深度/mm 5.0 5.0 转速/(r·min-1) 800 800 进给量/(mm·r-1) 0.028 0.028 超声振动频率/kHz 0 27.089 振幅/μm 0 10.0
下载: 导出CSV
-
[1] HINCHCLIFFE M.Characterisation of bond line porosity[D]. Sydeny:University of New South Wales, 2008:1-2. [2] BREWER W D, BIRD R K, WALLACE T A.Titanium alloys and processing for high speed aircraft[J]. Materials Science and Engineering A—Structural Materials Properties Microstructure and Processing, 1998, 243(1):299-304. [3] EZUGWU E O, WANG Z M.Titanium alloys and their machinability—A review[J]. Journal of Materials Processing Technology, 1997, 68(3):262-274. doi: 10.1016/S0924-0136(96)00030-1 [4] MACHADO A R, WALLBANK J.Machining of titanium and its alloy—A review[J]. Proceedings of the Institution of Mechanical Engineers, Part B:Journal of Engineering Manufacture, 1990, 204(1):53-60. doi: 10.1243/PIME_PROC_1990_204_047_02 [5] YANG X, LIU R.Machining titanium and its alloy[J]. Machining Science and Technology, 1999, 3(1):107-139. doi: 10.1080/10940349908945686 [6] SCHROEDER P T.Widening interest in twist drill[J]. Modern Machine Shop, 1998, 71(6):106-113. [7] DORNFELD D A, KIM J S, DECHOW H, et al.Drilling burr formation in titanium alloy, Ti-6Al-4V[J]. CIRP Annals-Manufacturing Technology, 1999, 48(1):73-76. doi: 10.1016/S0007-8506(07)63134-5 [8] SANGKEE M, DAVID A D, JINSOO K, et al.Finite element modeling of burr formation in metal cutting[J]. Machining Science and Technology, 2001, 5(3):307-322. doi: 10.1081/MST-100108617 [9] CANTERO J L, TARDIO M M, CANTELIA J A, et al.Dry drilling of alloy Ti-6Al-4V[J]. International Journal of Machine Tools and Manufacture, 2005, 45(11):1246-1255. doi: 10.1016/j.ijmachtools.2005.01.010 [10] AURICH J C, DORNFELD D, ARRAZOLA P J, et al.Burrs—Analysis, control and removal[J]. CIRP Annals-Manufacturing Technology, 2009, 58(2):519-542. doi: 10.1016/j.cirp.2009.09.004 [11] CAMPBELL F C.Manufacturing technology for aerospace structural materials[M]. Chicago:Navy & the Boeing Company, 2011:515-528. [12] ABDELHAFEEZ A M, SOO S L, ASPINWALL D K, et al.Burr formation and hole quality when drilling titanium and aluminium alloys[J]. Procedia CIRP, 2015, 37:230-235. doi: 10.1016/j.procir.2015.08.019 [13] ZHANG D Y, FENG X J, WANG L J, et al.Study on the drill skidding motion in ultrasonic vibration microdrilling[J]. International Journal of Machine Tools and Manufacture, 1994, 34(6):847-857. doi: 10.1016/0890-6955(94)90064-7 [14] ZHANG D Y, WANG L J.Investigation of chip in vibration drilling[J]. International Journal of Machine Tools and Manufacture, 1998, 38(3):165-176. doi: 10.1016/S0890-6955(97)00047-3 [15] AZARHOUSHANG B, AKBARI J.Ultrasonic-assisted drilling of Inconel 738-LC[J]. International Journal of Machine Tools and Manufacture, 2007, 47(7-8):1027-1033. doi: 10.1016/j.ijmachtools.2006.10.007 [16] LIAO Y S, CHEN Y C, LIN H M.Feasibility study of the ultrasonic vibration assisted drilling of Inconel superalloy[J]. International Journal of Machine Tools and Manufacture, 2007, 47(12-13):1988-1996. doi: 10.1016/j.ijmachtools.2007.02.001 [17] PUJANA J, RIVERO A, CELAYA A.Analysis of ultrasonic-assisted drilling of Ti6Al4V[J]. International Journal of Machine Tools and Manufacture, 2009, 49(6):500-508. doi: 10.1016/j.ijmachtools.2008.12.014 [18] LI X, ZHANG D Y.Ultrasonic elliptical vibration transducer driven by single actuator and its application in precision cutting[J]. Journal of Materials Processing Technology, 2006, 180(1-3):91-95. doi: 10.1016/j.jmatprotec.2006.05.007 [19] ZHOU M, HU L H.Development of an innovative device for ultrasonic elliptical vibration cutting[J]. Ultrasonics, 2015, 60:76-81. doi: 10.1016/j.ultras.2015.02.015 -

 下载:
下载:



 点击查看大图
点击查看大图

计量
- 文章访问数: 616
- HTML全文浏览量: 86
- PDF下载量: 433
- 被引次数: 0
