| Citation: | ZHANG Pu, HUANG Chuanzhen, ZHU Hongtao, et al. Experimental investigation on micro milling holes of high-strength elastic alloy[J]. Journal of Beijing University of Aeronautics and Astronautics, 2021, 47(1): 132-139. doi: 10.13700/j.bh.1001-5965.2019.0650(in Chinese)

|
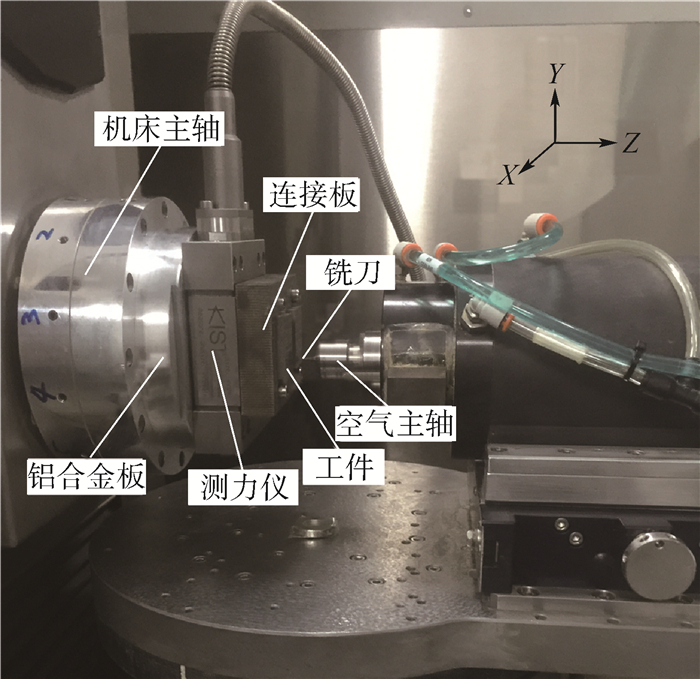
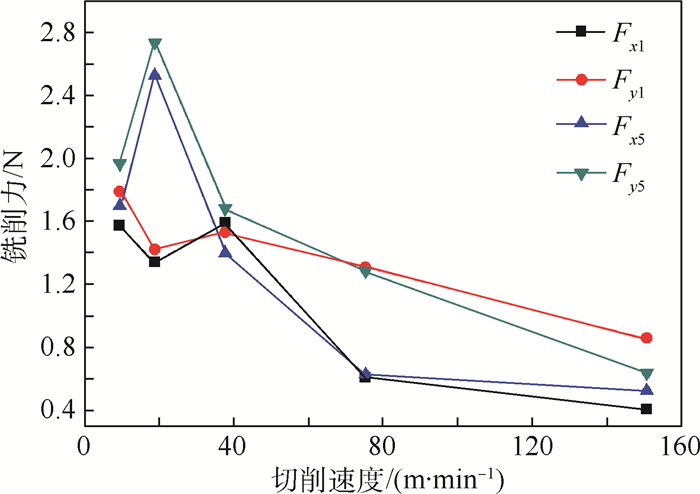
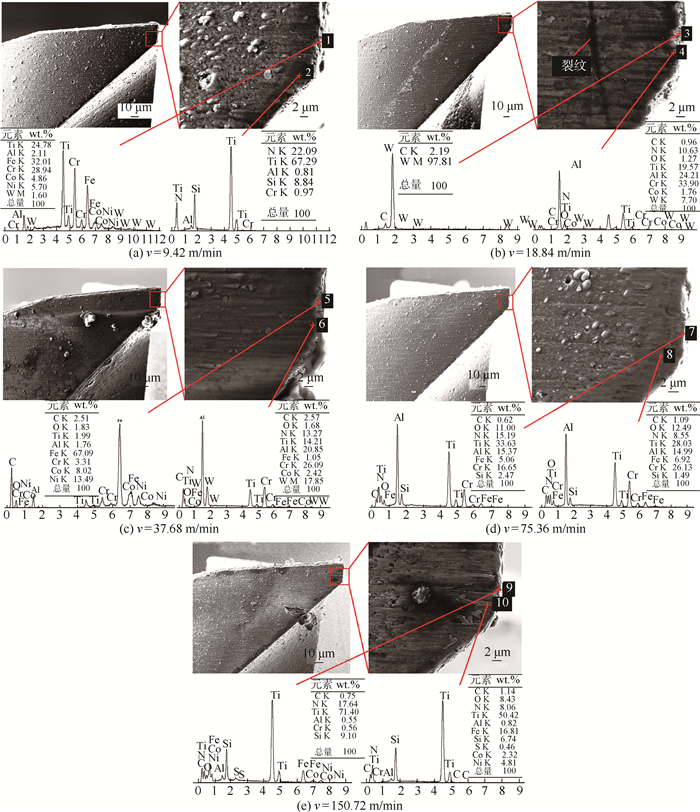
In this study, several sets of experiments were carried out to evaluate the characteristics of micro milling holes in high-strength elastic alloy 3J33B material using an ultra-precision machine tool. The milling forces were measured using a Kistler 9119AA2 dynamometer, and the sizes and surface burrs on the machined holes were measured using a Keyence 3D laser scanning microscope. Furthermore, tool wear was examined using a Scanning Electron Microscope (SEM) and an Energy Dispersive Spectrometer (EDS). Experimental results indicate that the force in

| [1] |
CHAE J, PAEK S S, FREIHEIT T.Investigation of micro-cutting operations[J].International Journal of Machine Tools and Manufacture, 2006, 46(3-4):313-332. doi: 10.1016/j.ijmachtools.2005.05.015
|
| [2] |
DOENFELD D, MIN S, TAKEUCHI Y.Recent advances in mechanical micromachining[J].CIRP Annals-Manufacturing Technology, 2006, 55(2):745-768. doi: 10.1016/j.cirp.2006.10.006
|
| [3] |
GRZESIK W.Advanced machining processes of metallic materials[M].Amsterdam:Elsevier, 2008:301-302.
|
| [4] |
ARAMCHAROEN A, MATIVENGA P T.Size effect and tool geometry in micromilling of tool steel[J].Precision Engineering, 2009, 33(4):402-407. doi: 10.1016/j.precisioneng.2008.11.002
|
| [5] |
AFAZOV S M, RATCHEV S M, SEGAL J.Modelling and simulation of micro-milling cutting forces[J].Journal of Materials Processing Technology, 2010, 210(15):2154-2162. doi: 10.1016/j.jmatprotec.2010.07.033
|
| [6] |
AFAZOV S M, ZDEBSKI D, RATCHEV S M, et al.Effects of micro-milling conditions on the cutting forces and process stability[J].Journal of Materials Processing Technology, 2013, 213(5):671-684. doi: 10.1016/j.jmatprotec.2012.12.001
|
| [7] |
TANSEL I N, ARKAN T T, BAO W Y, et al.Tool wear estimation in micro-machining.Part Ⅰ:Tool usage-cutting force relationship[J].International Journal of Machine Tools and Manufacture, 2000, 40(4):599-608. doi: 10.1016/S0890-6955(99)00073-5
|
| [8] |
LIU K, LI X P, RAHMAN M.Characteristics of high speed micro-cutting of tungsten carbide[J].Journal of Materials Processing Technology, 2003, 140(1-3):352-357. doi: 10.1016/S0924-0136(03)00758-1
|
| [9] |
WANG W, KWEON S H, YANG S H.A study on roughness of the micro-end-milled surface produced by a miniatured machine tool[J].Journal of Materials Processing Technology, 2005, 162-163:702-708. doi: 10.1016/j.jmatprotec.2005.02.141
|
| [10] |
LEKKALA R, BAJPAI V, SINGH R K, et al.Characterization and modeling of burr formation in micro-end milling[J].Precision Engineering, 2011, 35(4):625-637. doi: 10.1016/j.precisioneng.2011.04.007
|
| [11] |
THEPSONTHI T, OZEL T.Multi-objective process optimization for micro-end milling of Ti-6Al-4V titanium alloy[J].International Journal of Advanced Manufacturing Technology, 2012, 63(9-12):903-914. doi: 10.1007/s00170-012-3980-z
|
| [12] |
WU X, LI L, HE N.Investigation on the burr formation mechanism in micro cutting[J].Precision Engineering, 2017, 47:191-196. doi: 10.1016/j.precisioneng.2016.08.004
|
| [13] |
RAMULU M, BRANSON T, KIM D.A study on the drilling of composite and titanium stacks[J].Composite Structures, 2001, 54(1):67-77. doi: 10.1016/S0263-8223(01)00071-X
|
| [14] |
BIERMANN D, KAHLEYSS F, KREBS E, et al.A study on micro-machining technology for the machining of NiTi:Five-axis micro-milling and micro deep-hole drilling[J].Journal of Materials Engineering and Performance, 2011, 20(4-5):745-751. doi: 10.1007/s11665-010-9796-9
|
| [15] |
YAN H B, FENG S S, LU T J, et al.Experimental and numerical study of turbulent flow and enhanced heat transfer by cross-drilled holes in a pin-finned brake disc[J].International Journal of Thermal Science, 2017, 118:355-366. doi: 10.1016/j.ijthermalsci.2017.04.024
|
| [16] |
ZHAO W S, WANG Z L, DI S C, et al.Ultrasonic and electric discharge machining to deep and small hole on titanium alloy[J].Journal of Materials Processing Technology, 2002, 120(1-3):101-106. doi: 10.1016/S0924-0136(01)01149-9
|
| [17] |
TUNNA L, ONEILL W, KHAN A, et al.Analysis of laser micro drilled holes through aluminium for micro-manufacturing applications[J].Optics and Lasers in Engineering, 2005, 43(9):937-950. doi: 10.1016/j.optlaseng.2004.11.001
|
| [18] |
KOWSARI K, SOOKHAKLARI M R, NOURAEI H, et al.Hybrid erosive jet micro-milling of sintered ceramic wafers with and without copper-filled through-holes[J].Journal of Materials Processing Technology, 2016, 230:198-210. doi: 10.1016/j.jmatprotec.2015.11.027
|
| [19] |
ISLAM M M, LI C P, WON S J, et al.A deburring strategy in drilled hole of CFRP composites using EDM process[J].Journal of Alloys and Compounds, 2017, 703:477-485. doi: 10.1016/j.jallcom.2017.02.001
|
| [20] |
IYER R, KOSHY P, NG E.Helical milling:An enabling technology for hard machining precision holes in AISI D2 tool steel[J].International Journal of Machine Tools and Manufacture, 2007, 47(2):205-210. doi: 10.1016/j.ijmachtools.2006.04.006
|
| [21] |
REY P A, LEDREF J, SENATORE J, et al.Modelling of cutting forces in orbital drilling of titanium alloy Ti-6Al-4V[J].International Journal of Machine Tools and Manufacture, 2016, 106:75-88. doi: 10.1016/j.ijmachtools.2016.04.006
|
| [22] |
YAN M F, WU Y Q, WANG Y, et al.Nanocrystallization of alloy 3J33 by a complex thermomechanical treatment process[J].Materials Science and Engineering A, 2009, 509(1-2):41-45. doi: 10.1016/j.msea.2009.01.004
|
| [23] |
RODRIGUEZ P, LABARGA J E.A new model for the prediction of cutting forces in micro-end-milling operations[J].Journal of Materials Processing Technology, 2013, 213(2):261-268. doi: 10.1016/j.jmatprotec.2012.09.009
|
| [24] |
JARDRET V, ZAHOUANI H, LOUBET J L, et al.Understanding and quantification of elastic and plastic deformation during a scratch test[J].Wear, 1998, 218(1):8-14. doi: 10.1016/S0043-1648(98)00200-2
|

Figures(10) / Tables(4)
Copyright © Journal of Beijing University of Aeronautics and Astronautics
Address: Editorial Department of Journal of Beijing University of Aeronautics and Astronautics, 37 Xueyuan Road, Haidian District, Beijing Post Code: 100191 Email: jbuaa@buaa.edu.cn
Supported by:
Beijing Renhe Information Technology Co., Ltd.





 DownLoad:
DownLoad: