



-
摘要:
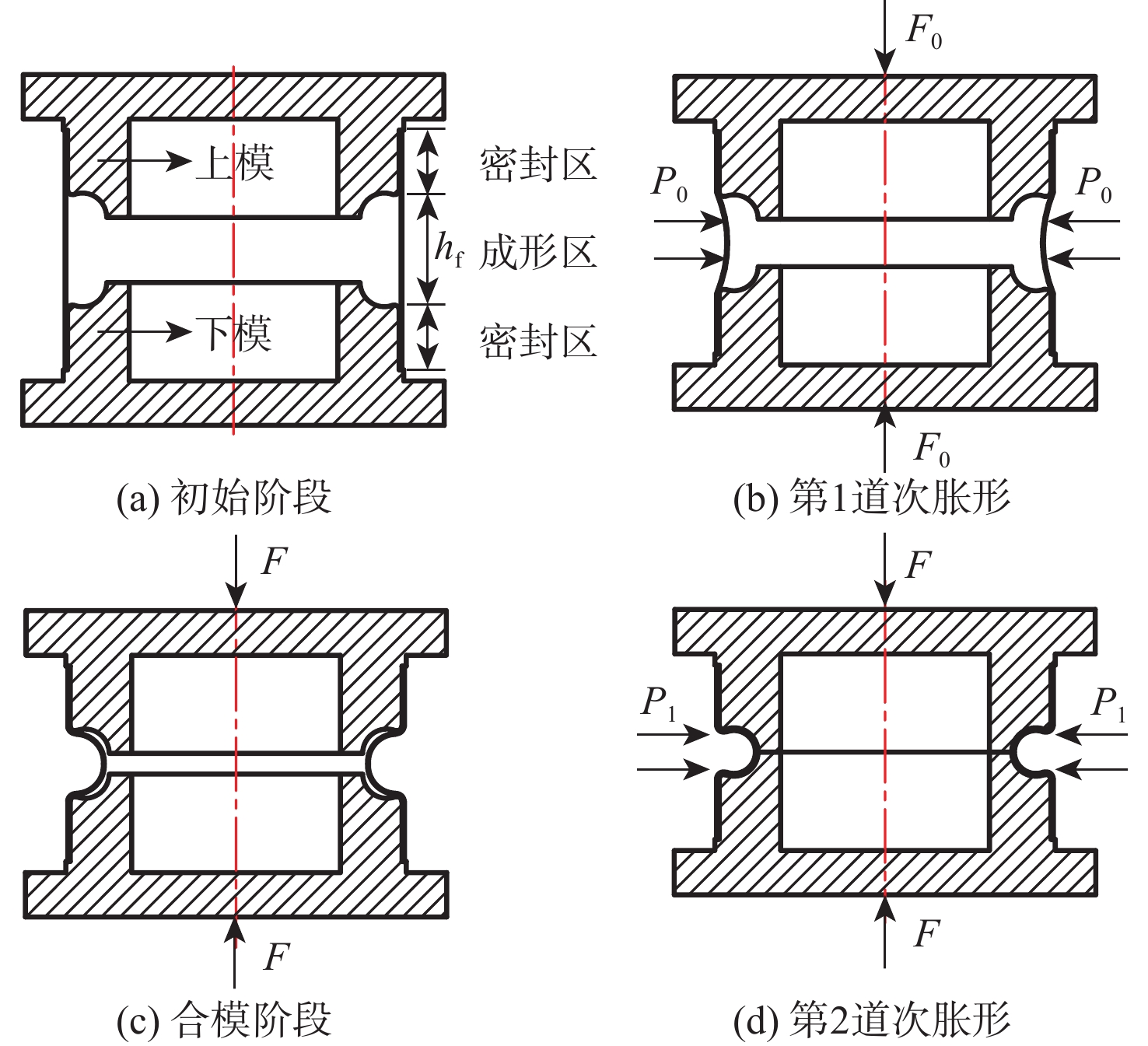
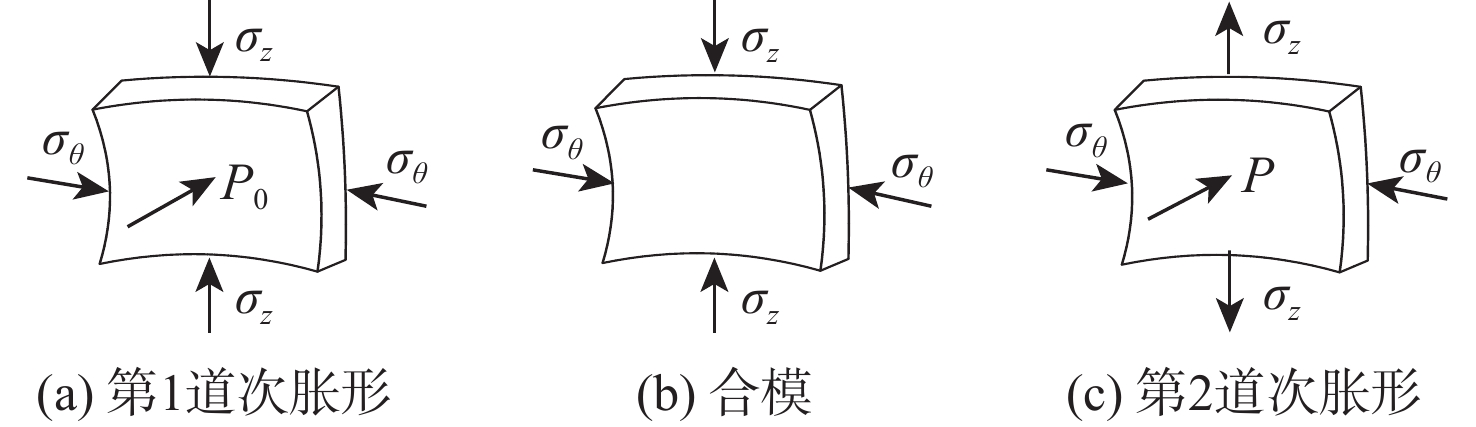
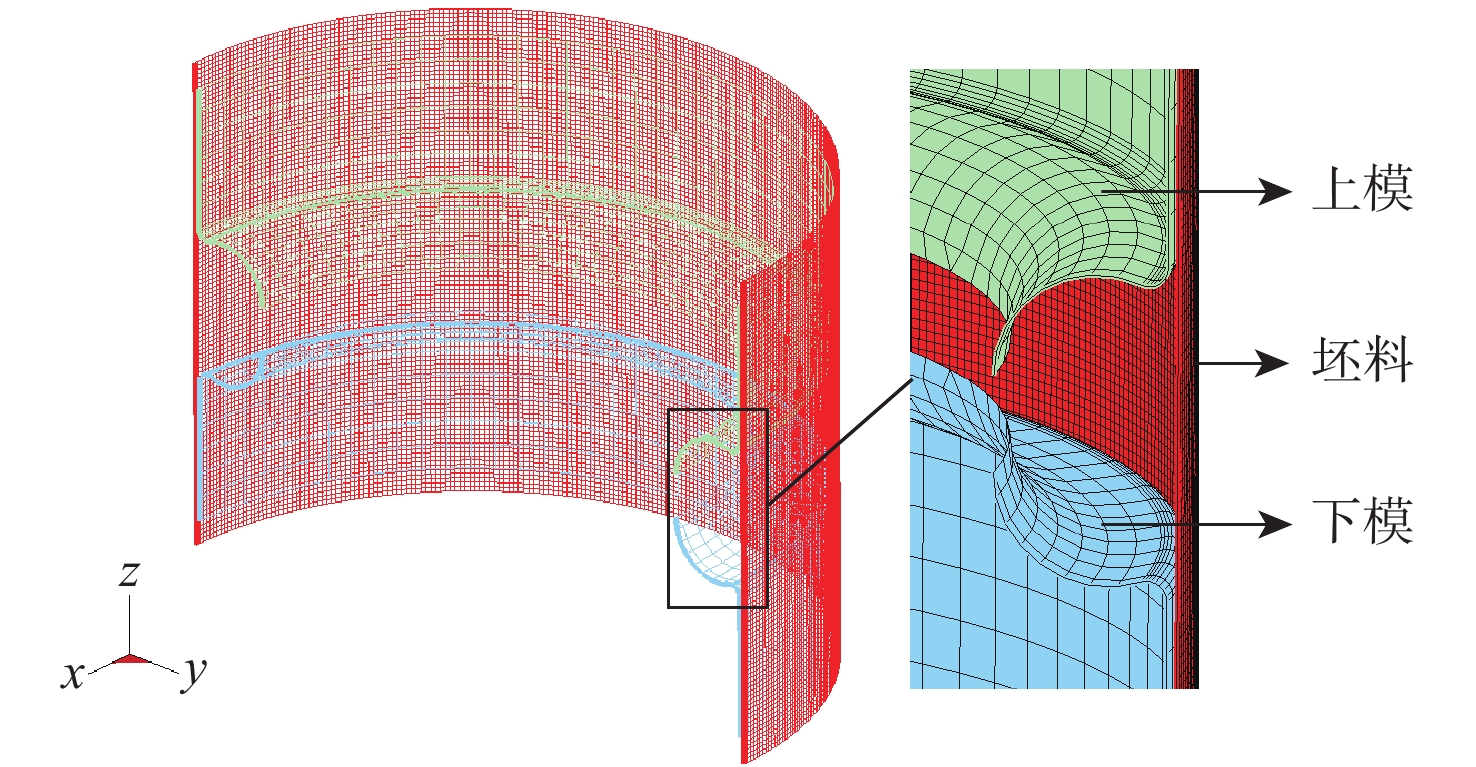
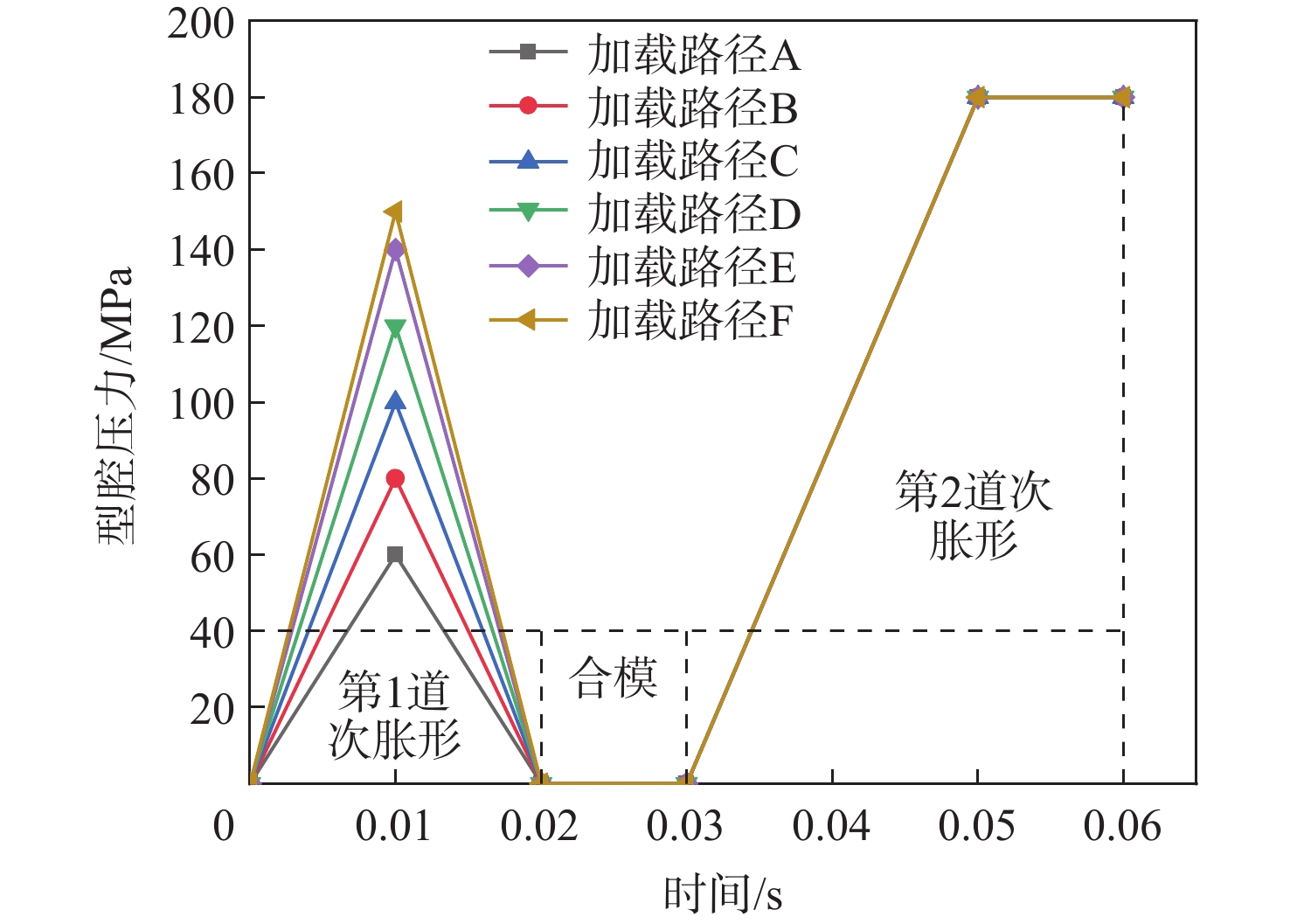
液压成形是航空发动机复杂薄壁构件精密制造的有效方式。针对某航空发动机薄壁高温合金C形封严环构件尺寸微小的特点,提出2道次液压成形工艺方法。对多道次成形过程进行应力应变分析,建立多道次液压成形过程的有限元分析模型。基于数值模拟和工艺实验,研究合模间距和液压加载路径等工艺参数对封严环成形质量的影响规律,探究截面几何特征丢失、贴模不佳、壁厚过度减薄等失效形式,并优化工艺参数。结果表明:2道次液压成形工艺可实现薄壁C形金属封严环的精确成形,采用优化工艺参数,合模间距1.0 mm,第1道次液室压力140 MPa,第2道次液室压力180 MPa,可制成贴模度为93.9%、减薄率为10.5%以内、壁厚均匀性为85.5%的高质量C形封严环构件。
Abstract:Hydroforming is an effective way for precision manufacturing of complex thin-walled components of aeroengines. According to the micro size characteristics of thin-walled superalloy C-shaped seal ring components of an aero-engine, a two-steps hydroforming process was proposed. The stress-strain analysis of multi-steps hydroforming process was conducted, and the finite element analysis model of multi-step hydroforming process was established. The impact of process variables, such as the height of the blank forming and the hydraulic loading path, on the forming quality of the seal ring was investigated using numerical simulation and process experimentation. Failure modes, such as the loss of section geometric characteristics, inadequate die attaching, and excessive wall thickness thinning, were also investigated. The process parameters were optimized. The results show that the two-step hydroforming process can achieve accurate forming of a thin-walled C-shaped metal seal ring. By using the optimized process parameters: height of blank forming of 1.0mm, first pass cavity pressure of 140 MPa, second pass cavity pressure of 180 MPa, the high-quality C-shaped seal ring with the degree of blank molding of 93.9%, thinning rate of 10.5% and wall thickness uniformity of 85.5% can be made.
-
Key words:
- hydroforming /
- multi-steps /
- C-shaped seal ring /
- loading path /
- defect control
-

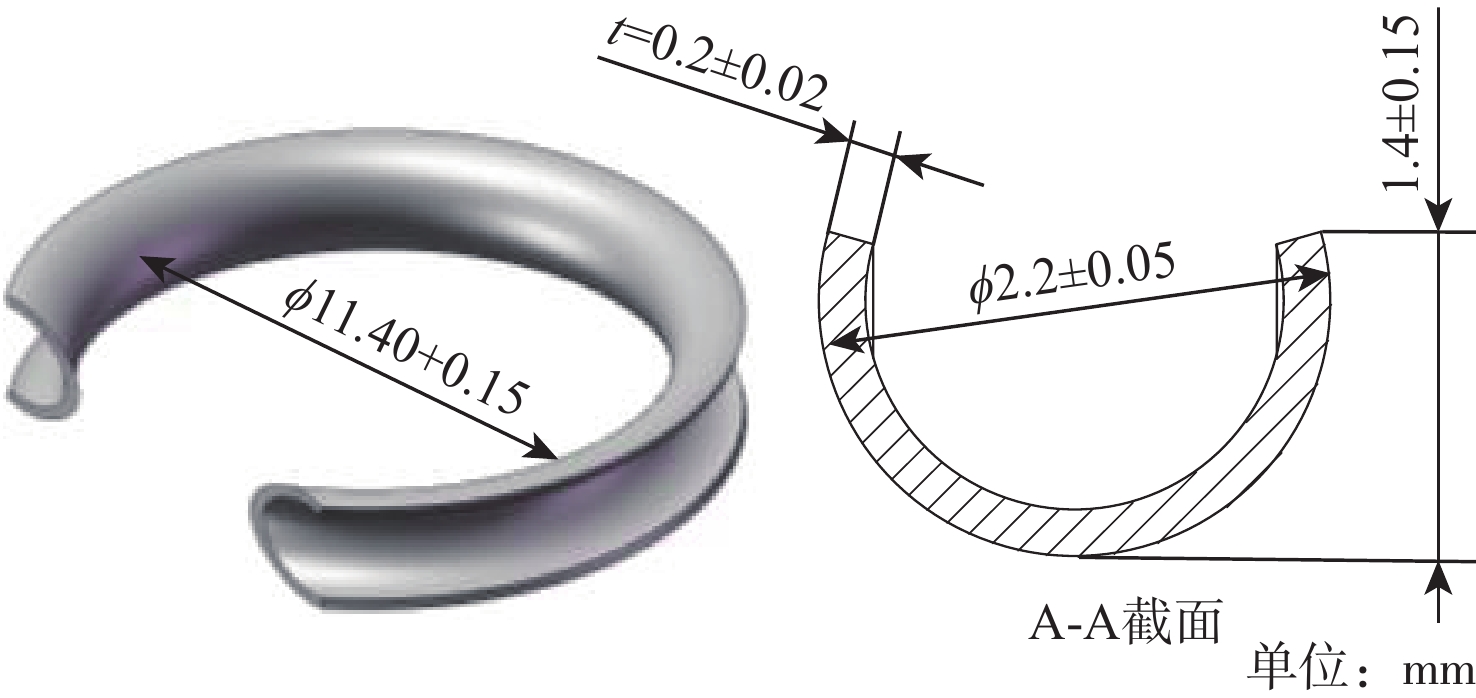
图 1 小直径薄壁C形封严环基本尺寸
Figure 1. Basic dimensions of small diameter thin-wall C-shaped seal ring

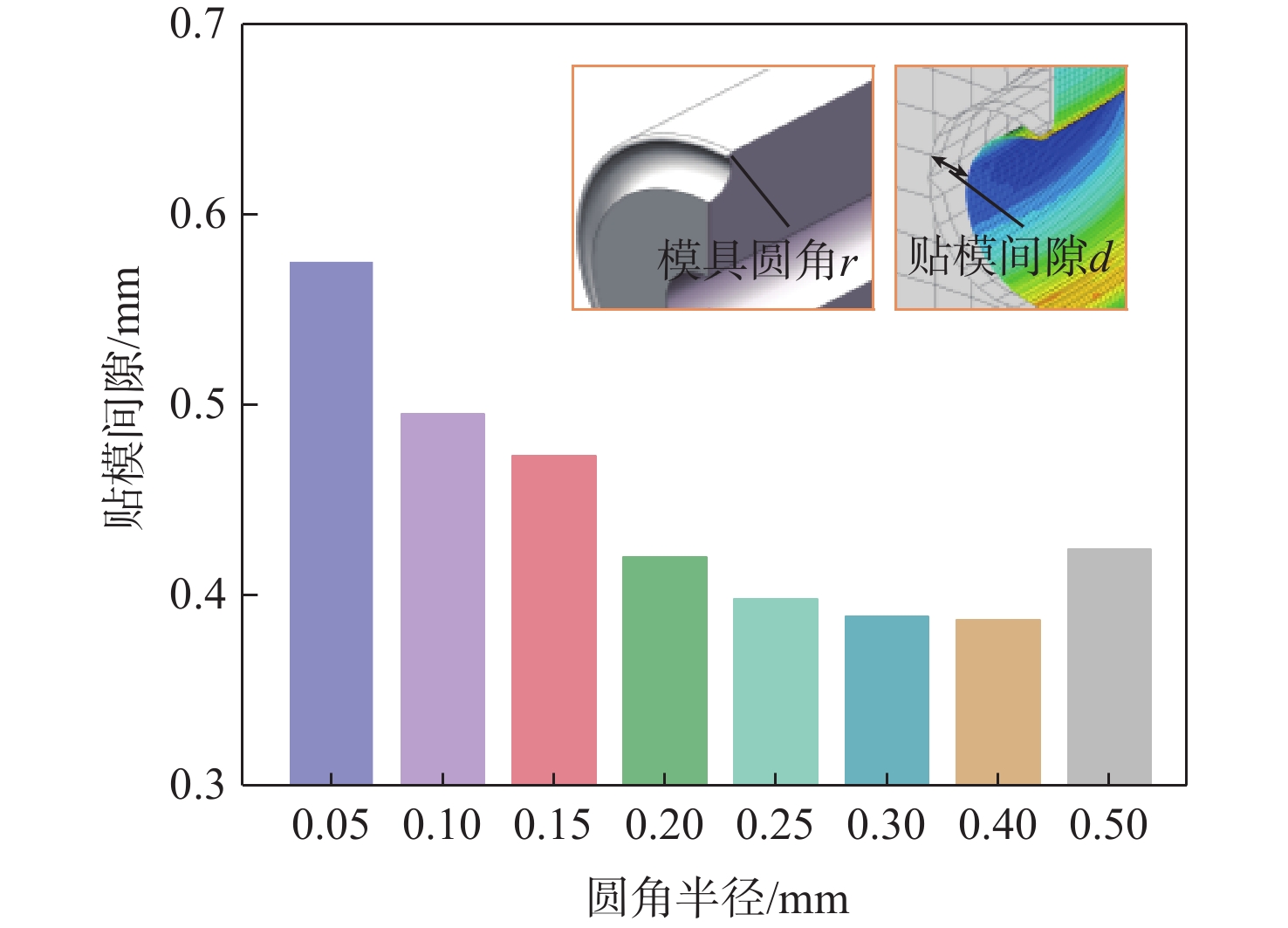
图 8 贴模间隙随模具圆角半径变化曲线
Figure 8. Curve of the attachment gap between the formed blank and the die with transition fillet radius of die

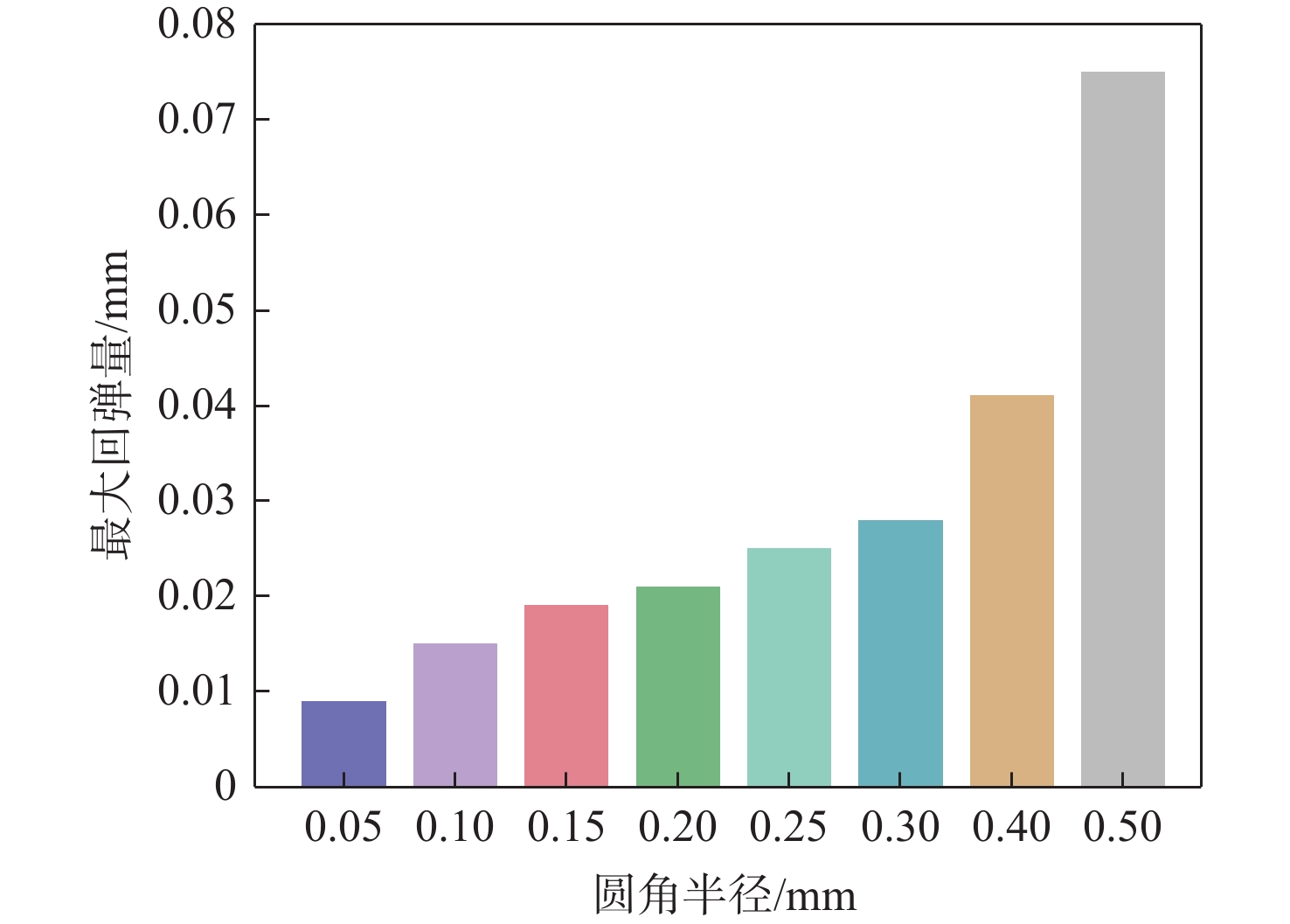
图 9 最大回弹量随模具圆角半径变化曲线
Figure 9. Curve of maximum springback with transition fillet radius of die

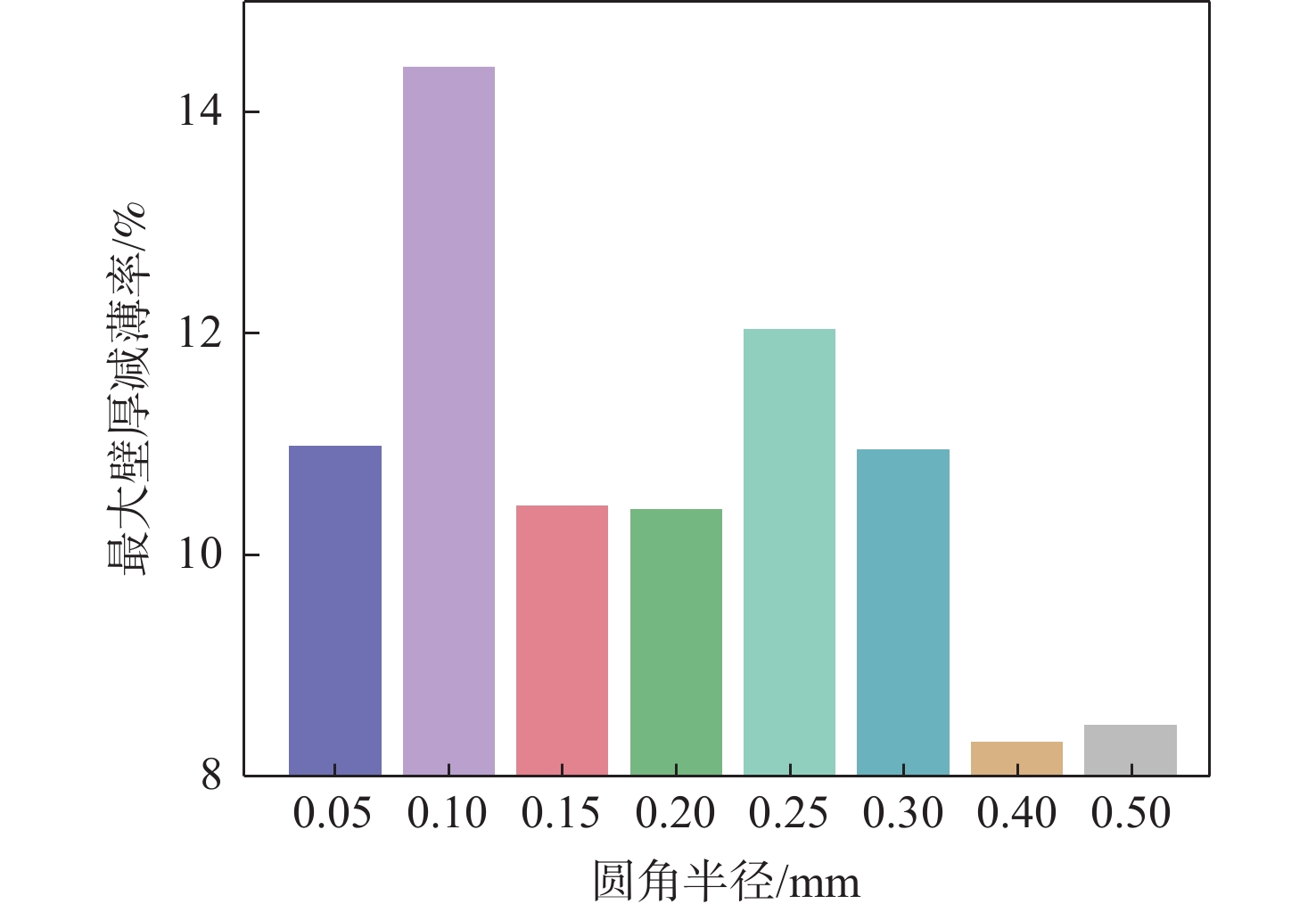
图 10 最大壁厚减薄率随模具圆角半径变化曲线
Figure 10. Curve of maximum wall thickness thinning rate with transition fillet radius of die

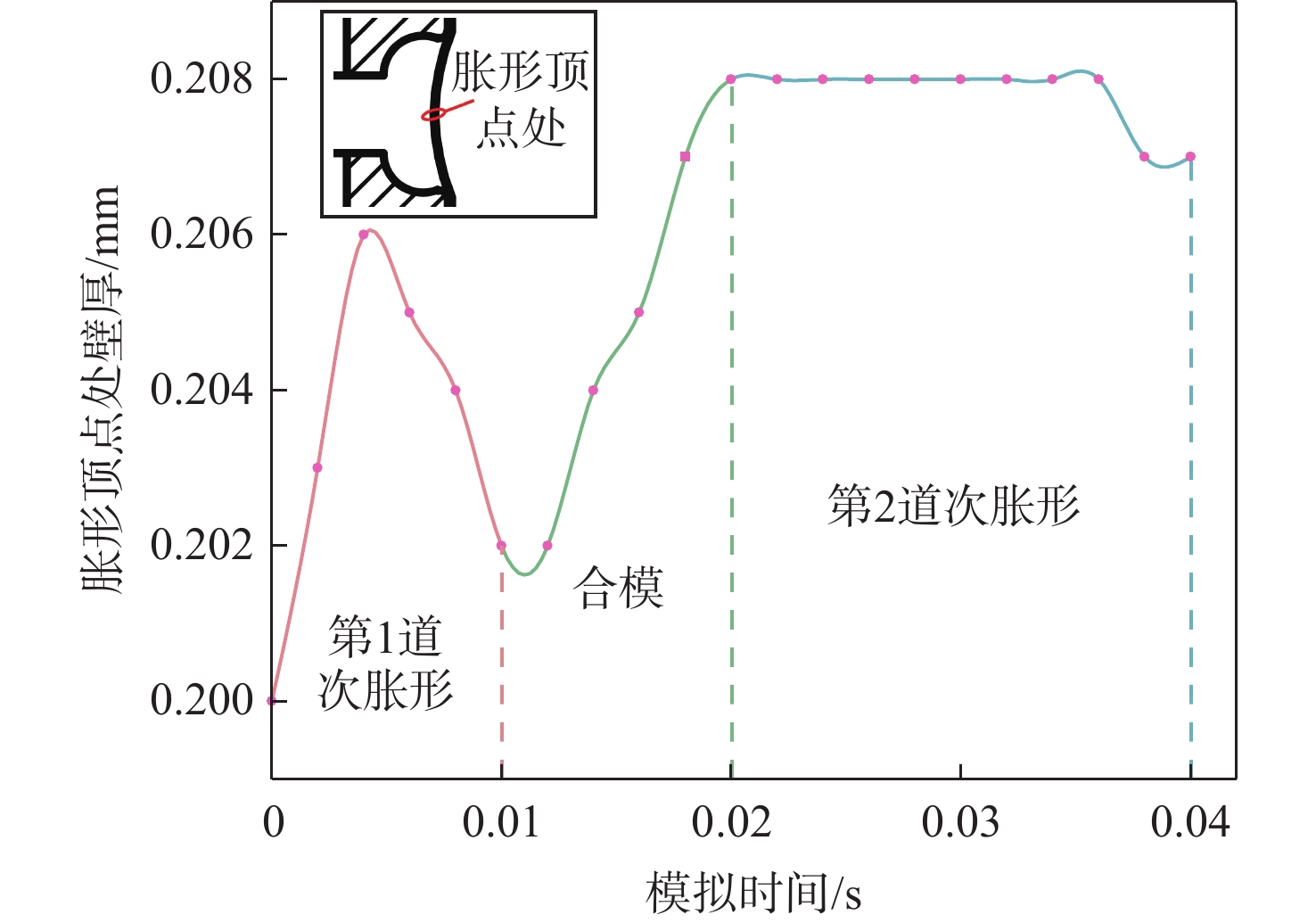
图 11 胀形顶点处壁厚随模拟时间变化曲线
Figure 11. Curve of wall thickness at bulging vertex changing with simulation time

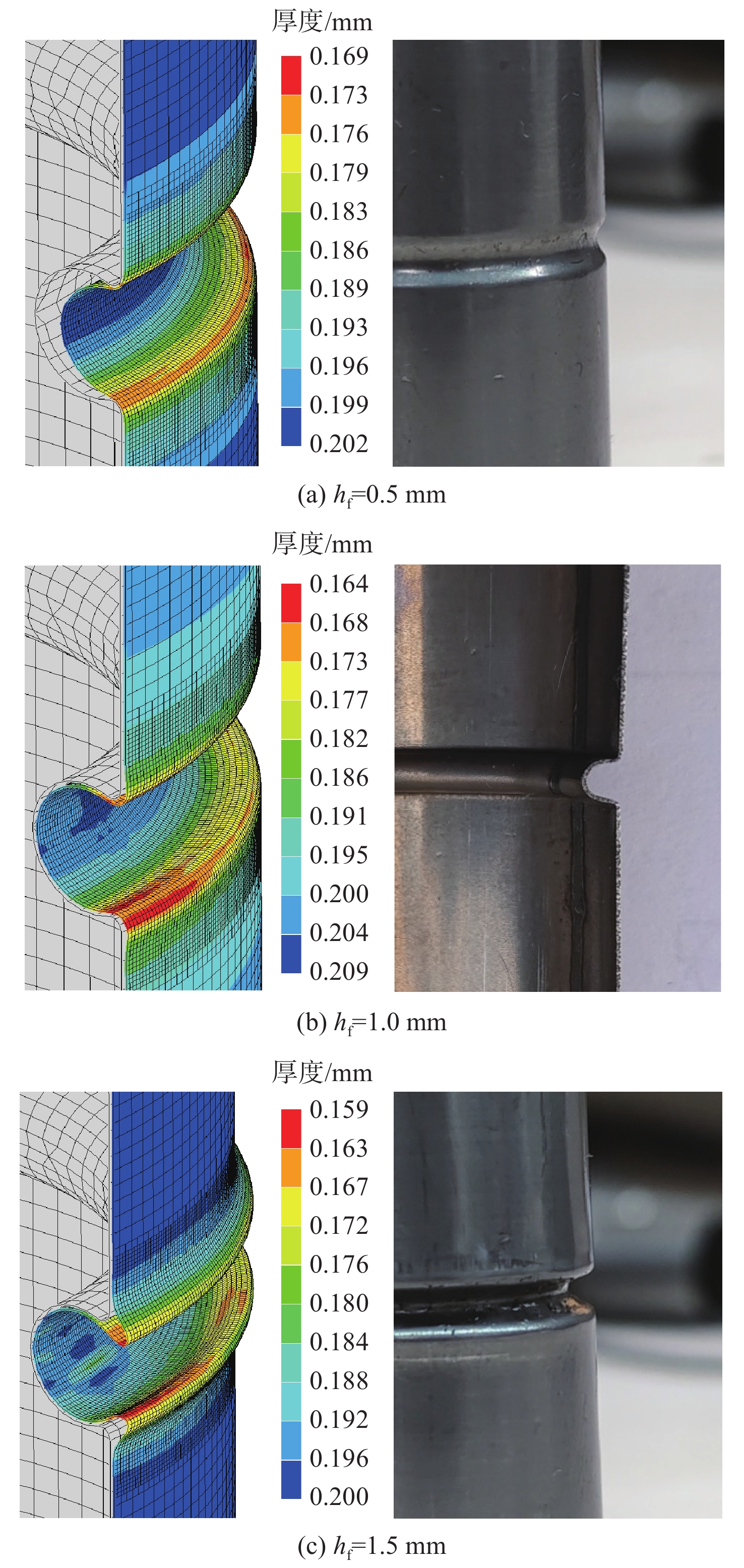
图 12 不同hf条件下的模拟与实验结果对比
Figure 12. Comparison of results between simulations and experiments with different hf

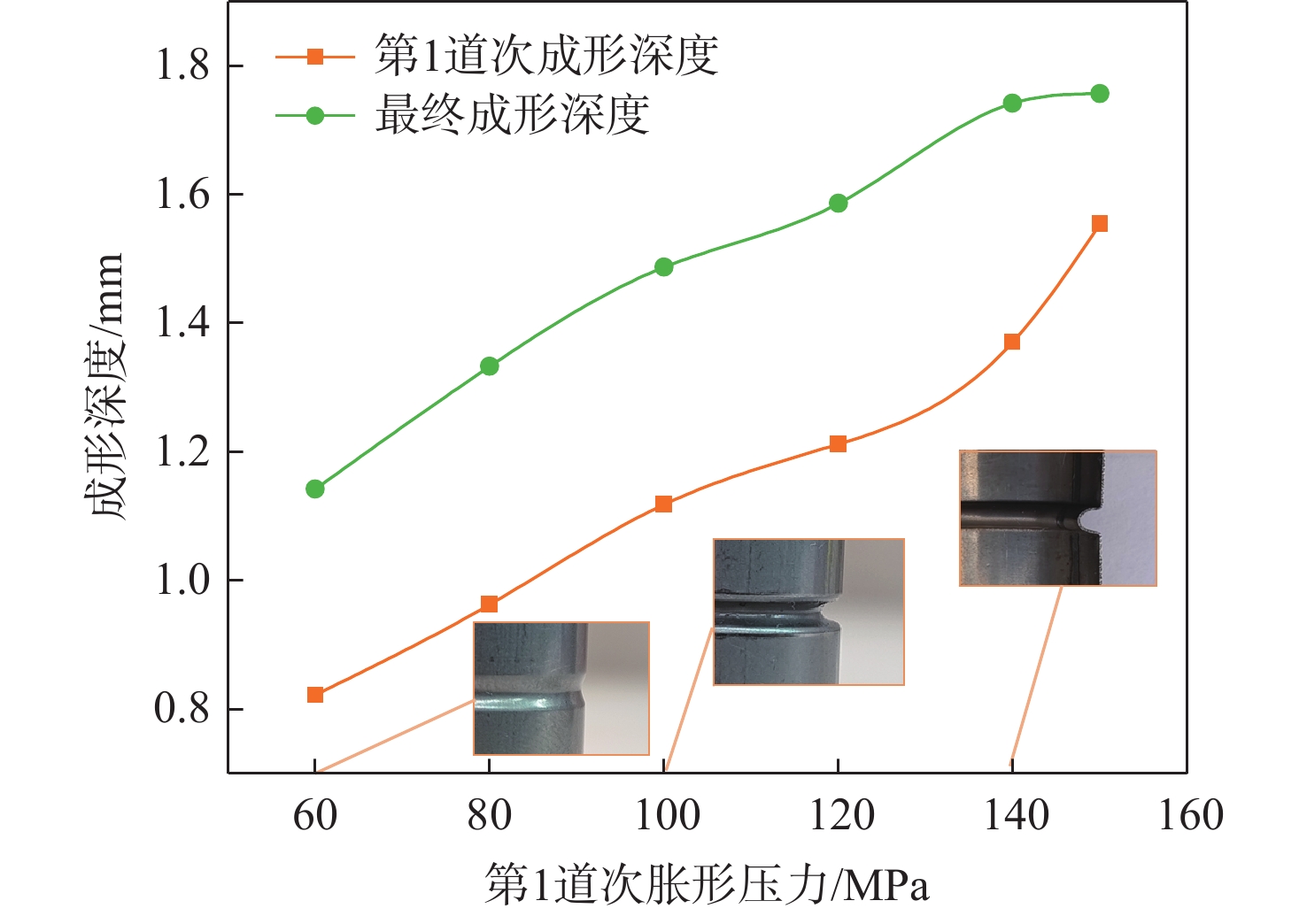
图 13 成形深度随第1道次胀形压力变化曲线
Figure 13. Curve of forming depth with first pass hydroforming pressure

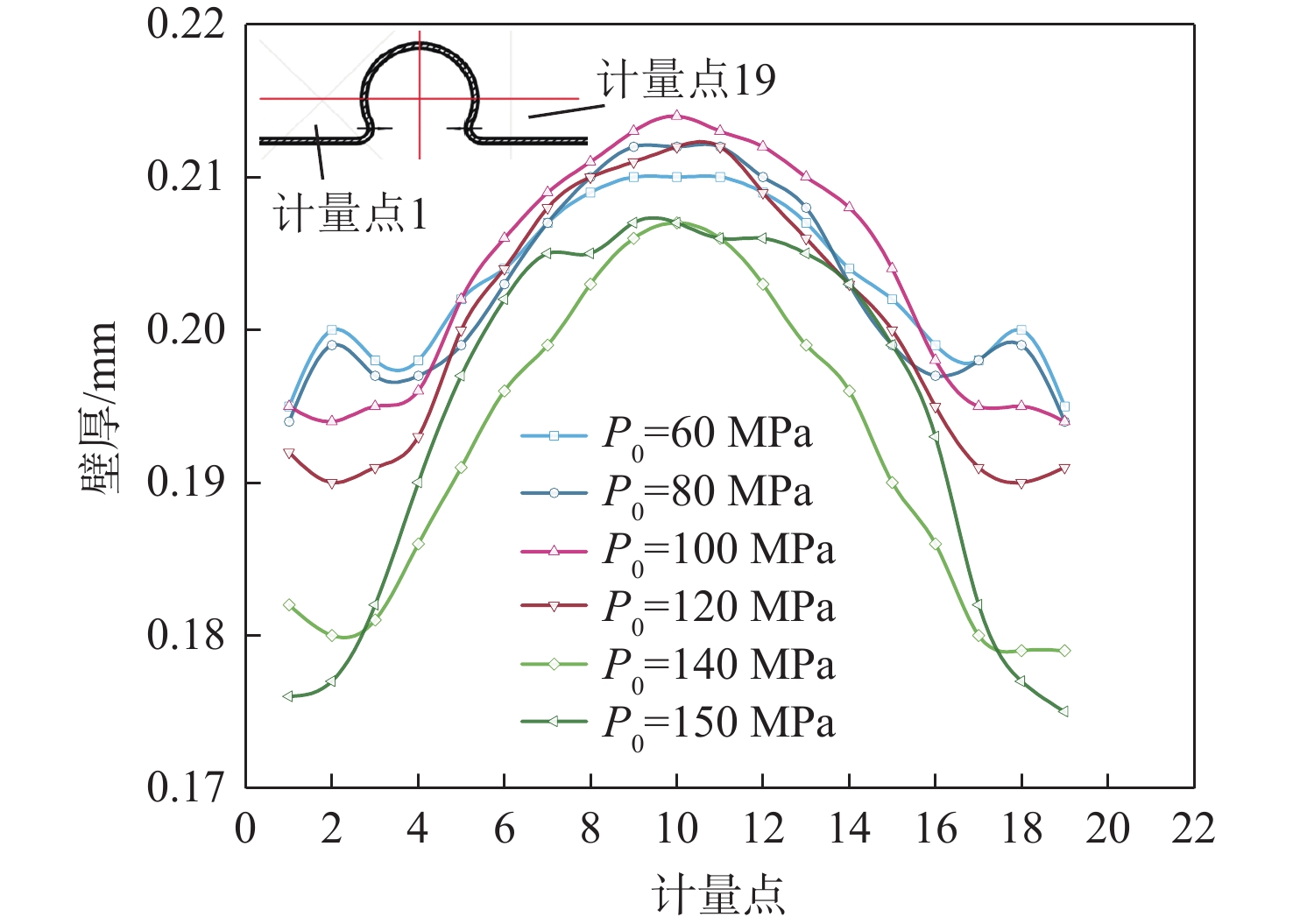
图 14 不同第1道次胀形压力下成形零件壁厚分布
Figure 14. Thickness distribution of forming parts under different first pass hydroforming pressures

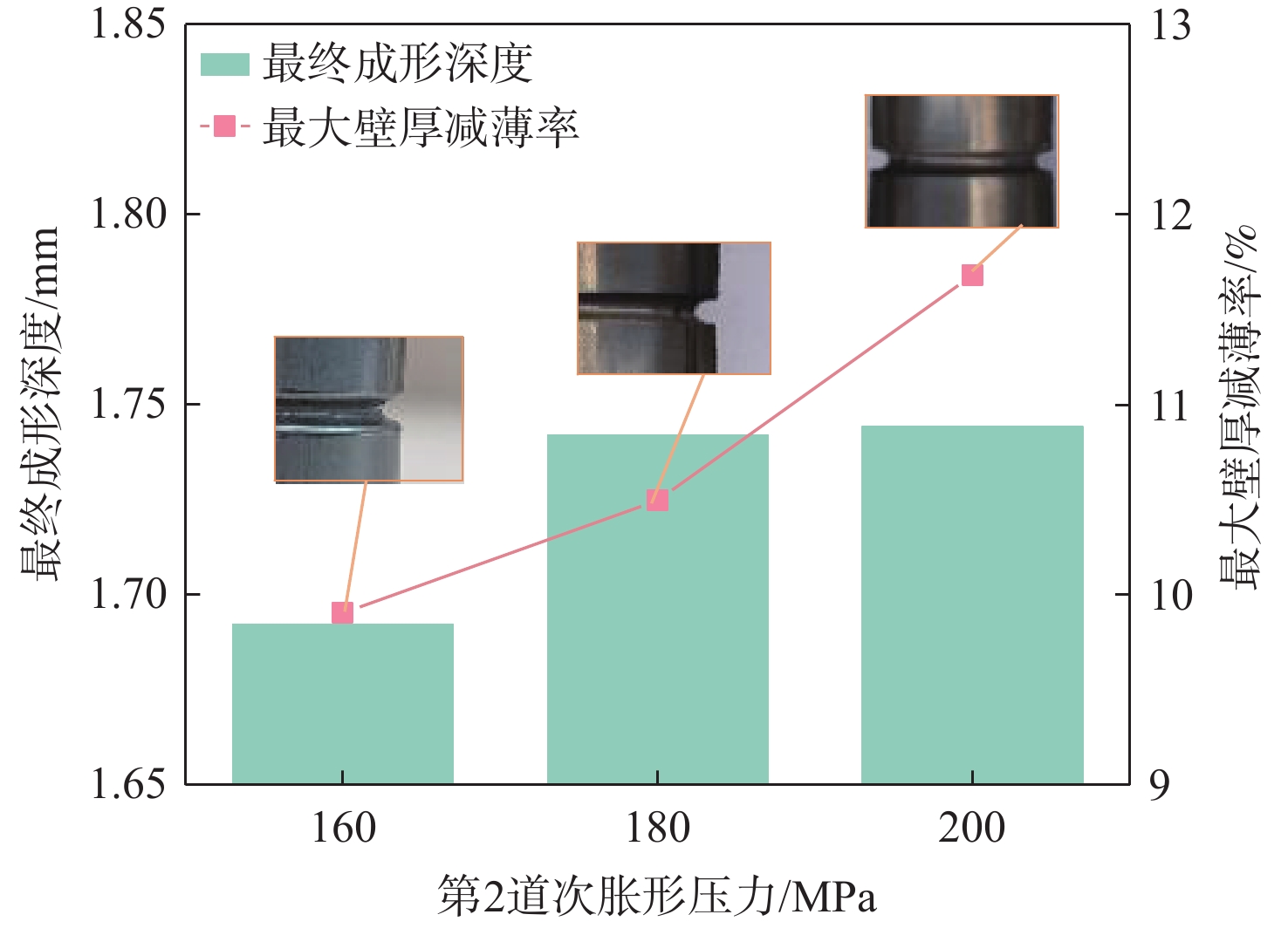
图 15 最终成形深度和最大壁厚减薄率随第二道次胀形压力变化曲线
Figure 15. Curve of final forming depth and maximum wall thickness thinning rate with second pass hydroforming pressure
表 1 GH4169材料力学性能参数
Table 1. Material mechanical property parameters of GH4169
抗拉
强度σb/MPa屈服
强度σs/MPa弹性
模量E/GPa泊松比 密度/ (kg·m−3) 965 550 204 0.3 8.24×103  下载: 导出CSV
下载: 导出CSV
表 2 成形试件性能检测结果
Table 2. Performance test results of forming parts
试件编号 开口面
直径/mm圆度/mm 端面
平行度/mm晶粒度/级 表面
粗糙度/μmC#1 11.504 0.073 0.046 10.5 0.64 C#2 11.526 0.069 0.064 10.5 0.64 C#3 11.503 0.087 0.063 10.5 0.64
下载: 导出CSV
-
[1] 孟宝, 贺炜林, 万敏. 航空发动机金属封严环成形回弹预测与控制[J]. 锻压技术, 2021, 46(9): 145-153.MENG B, HE W L, WAN M. Prediction and control of springback for aeroengine metallic sealing ring forming[J]. Forging & Stamping Technology, 2021, 46(9): 145-153(in Chinese). [2] YANG H, ZHAN M, LIU Y L, et al. Some advanced plastic processing technologies and their numerical simulation[J]. Journal of Materials Processing Technology, 2004, 151(1-3): 63-69. [3] ZHANG X, LI H W, ZHAN M. Mechanism for the macro and micro behaviors of the Ni-based superalloy during electrically-assisted tension: local Joule heating effect[J]. Journal of Alloys and Compounds, 2018, 742: 480-489. [4] 王云, 徐江锋. 航空发动机金属波纹封严环性能分析[J]. 航空工程进展, 2012, 3(3): 379-382.WANG Y, XU J F. Performance analysis of corrugated metal sealing ring used in aviation engine[J]. Advances in Aeronautical Science and Engineering, 2012, 3(3): 379-382(in Chinese). [5] 朱宇, 张贺刚, 董红瑞, 等. 航空发动机钣金件先进成形技术[J]. 锻压技术, 2023, 48(5): 67-78.ZHU Y, ZHANG H G, DONG H R, et al. Advanced forming technology on sheet metal parts in aero-engines[J]. Forging & Stamping Technology, 2023, 48(5): 67-78(in Chinese). [6] 肖大志, 樊泽兴, 杨成林. 薄壁环形零件滚压成形研究[J]. 材料科学与工艺, 2006, 14(1): 75-77.XIAO D Z, FAN Z X, YANG C L. Research on roll forming of annular thin-walled parts[J]. Materials Science and Technology, 2006, 14(1): 75-77(in Chinese). [7] 郭正华, 应帅, 赵刚要, 等. 高温合金U形环滚压成形有限元建模关键技术研究[J]. 装备制造技术, 2013(6): 1-2.GUO Z H, YING S, ZHAO G Y, et al. Study on the key technology of rolling finite element modeling forming super alloy U ring[J]. Equipment Manufacturing Technology, 2013(6): 1-2(in Chinese). [8] 李留柱, 李智军, 李宏伟, 等. 高温合金薄壁W截面密封环滚压成形壁厚变化研究[J]. 精密成形工程, 2019, 11(5): 43-49.LI L Z, LI Z J, LI H W, et al. Wall thickness variation of a superalloy thin-walled W-section seal ring during roll forming[J]. Journal of Netshape Forming Engineering, 2019, 11(5): 43-49(in Chinese). [9] 赵刚要, 张冉阳, 郭正华, 等. 摩擦对高温合金复杂截面薄壁圆环多道次滚压成形不均匀变形作用[J]. 稀有金属材料与工程, 2018, 47(12): 3761-3767.ZHAO G Y, ZHANG R Y, GUO Z H, et al. Effect of friction on nonuniform deformation behavior of thin-walled superalloy ring with complex section in multi-pass rolling[J]. Rare Metal Materials and Engineering, 2018, 47(12): 3761-3767(in Chinese). [10] 苑世剑, 刘伟, 徐永超. 板材液压成形技术与装备新进展[J]. 机械工程学报, 2015, 51(8): 20-28.YUAN S J, LIU W, XU Y C. New development on technology and equipment of sheet hydroforming[J]. Journal of Mechanical Engineering, 2015, 51(8): 20-28(in Chinese). [11] 林俊峰, 苑世剑. 管件液压成形技术应用进展[J]. 机械工人, 2006(3): 26-29.LIN J F, YUAN S J. Application progress of hydroforming technology for pipe fittings[J]. Machinist Metal Forming, 2006(3): 26-29(in Chinese). [12] 程东明, 苑世剑, 刘钢. 异型截面轻体构件内高压成形技术[J]. 航空制造技术, 2007, 50(增刊1): 478-483.CHENG D M, YUAN S J, LIU G. Internal high pressure forming of lightweight components with irregular cross sections[J]. Aeronautical Manufacturing Technology, 2007, 50(Sup 1): 478-483(in Chinese). [13] YAN B Y, MENG B. Wall thickness control in multi-stage hydroforming of multiwave seal ring with small diameter[C]//Proceedings of the IOP Conference Series: Materials Science and Engineering. Bristol: IOP, 2022, 1270(1): 012067. [14] XIANG N, WANG Z J, YI J, et al. Controlling of material flow in the quasi-bulk forming of thin-walled corrugated rings through optimization of contact pressure[J]. The International Journal of Advanced Manufacturing Technology, 2017, 91(5): 2077-2088. [15] WANG Z J, XIANG N, YI J, et al. Forming thin-walled circular rings with corrugated meridians via quasi-bulk deformation of metal blank and viscous medium[J]. Journal of Materials Processing Technology, 2016, 236: 35-47. [16] LANG L H, WANG Y M, DUAN X M, et al. Research on multi-step hydroforming of complicated thin wall circular part with small section[J]. Duanya Jishu-Forging & Stamping Technology, 2011, 36(2): 34-38. [17] 朱宇, 万敏. 航空发动机薄壁W形封严环动模外压成形[J]. 航空学报, 2015, 36(7): 2457-2467.ZHU Y, WAN M. External pressure forming of thin walled W-shaped sealing rings in aircraft engines using movable dies[J]. Acta Aeronautica et Astronautica Sinica, 2015, 36(7): 2457-2467(in Chinese). [18] 梁炳文, 胡世光. 板料成形塑性理论[M]. 北京: 机械工业出版社, 1987: 97-112.LIANG B W, HU S G. Plastic theory of sheet metal forming[M]. Beijing: China Machine Press, 1987: 97-112(in Chinese). [19] 李晓冬, 徐雪峰, 华如雨, 等. 5052铝合金T型三通管内高压成形规律研究[J]. 塑性工程学报, 2021, 28(3): 41-49.LI X D, XU X F, HUA R Y, et al. Research on internal high pressure forming laws of 5052 aluminum alloy T-shape tube[J]. Journal of Plasticity Engineering, 2021, 28(3): 41-49(in Chinese). -

 下载:
下载:



 点击查看大图
点击查看大图
计量
- 文章访问数: 231
- HTML全文浏览量: 81
- PDF下载量: 129
- 被引次数: 0
