



Test analysis for ultrasonic assisted friction stir welding of aircraft skin aluminium alloy
-
摘要:
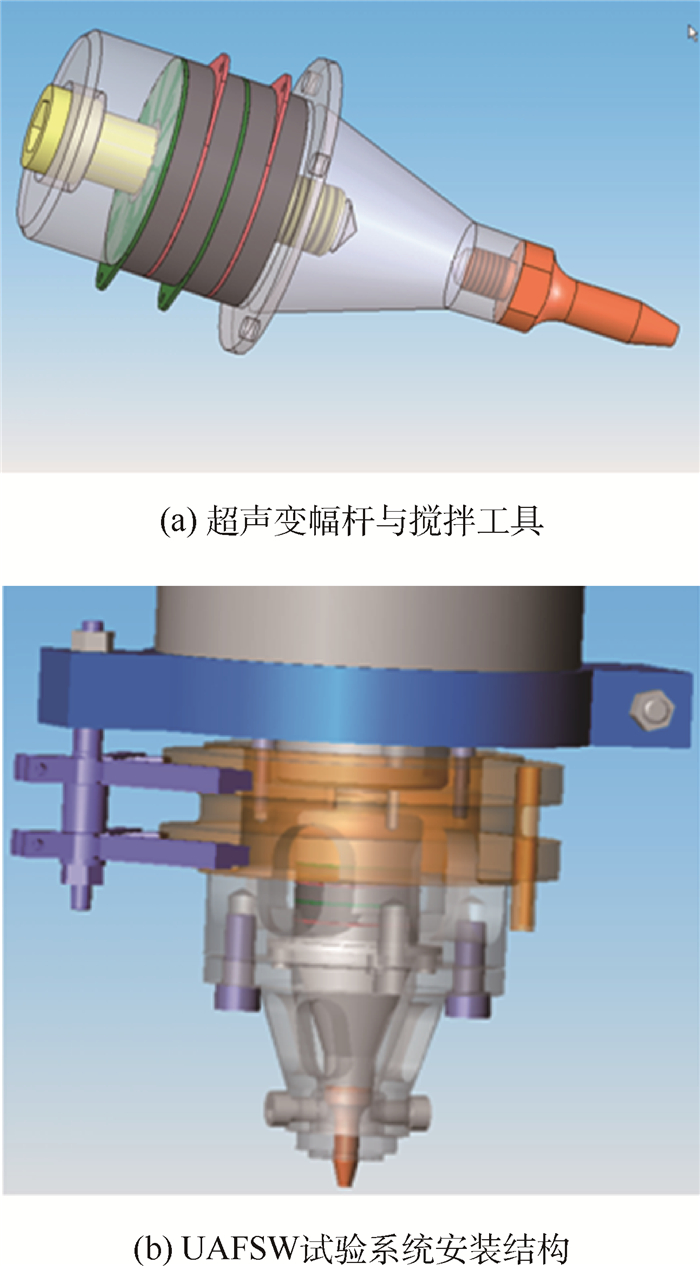
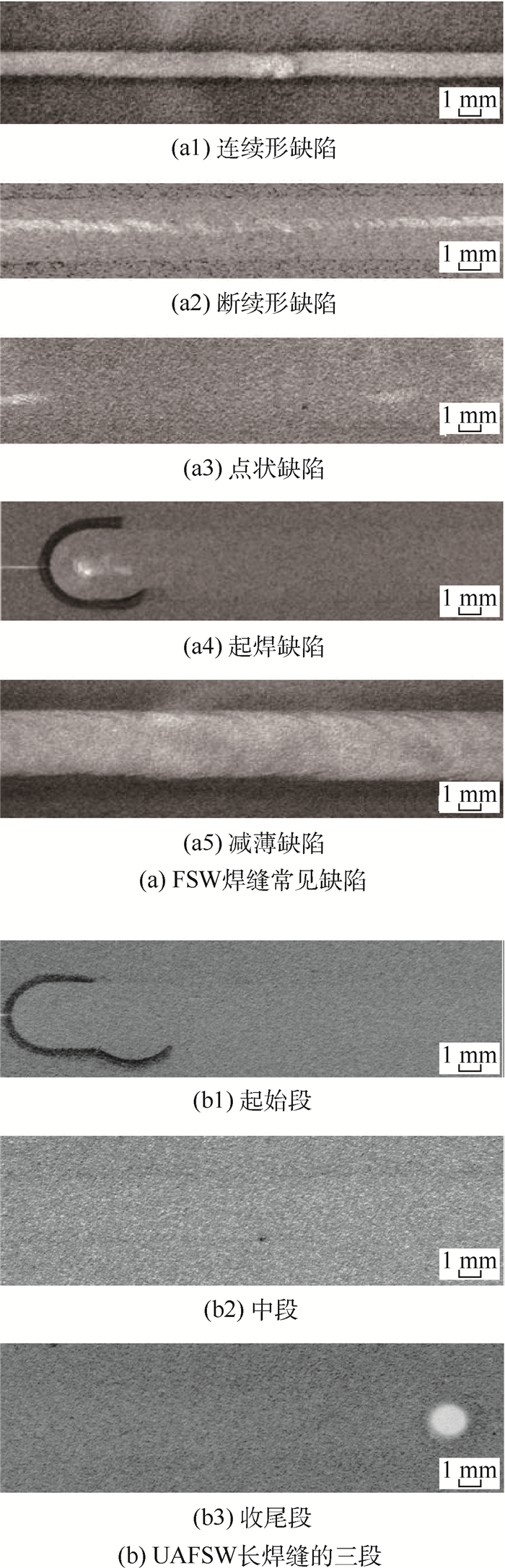
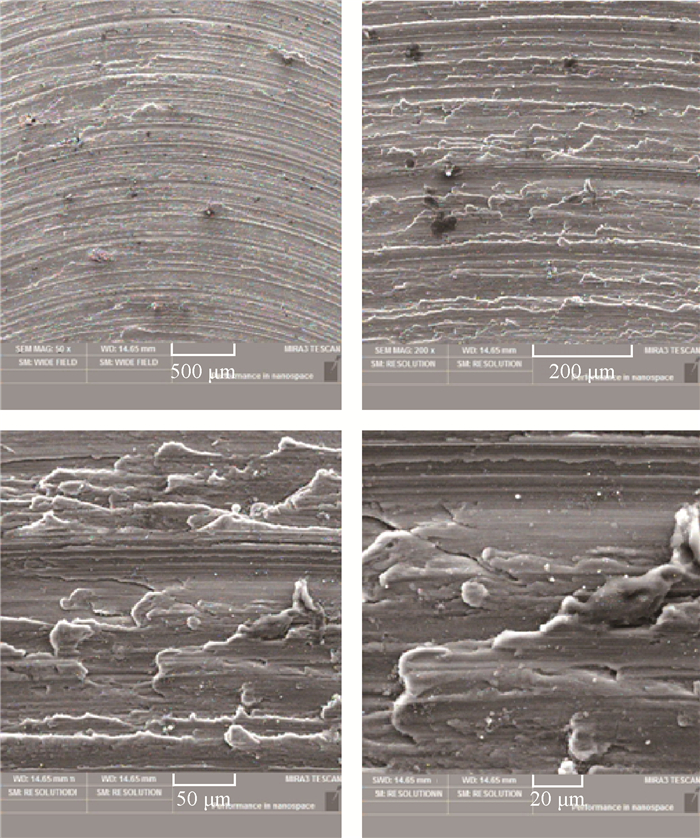
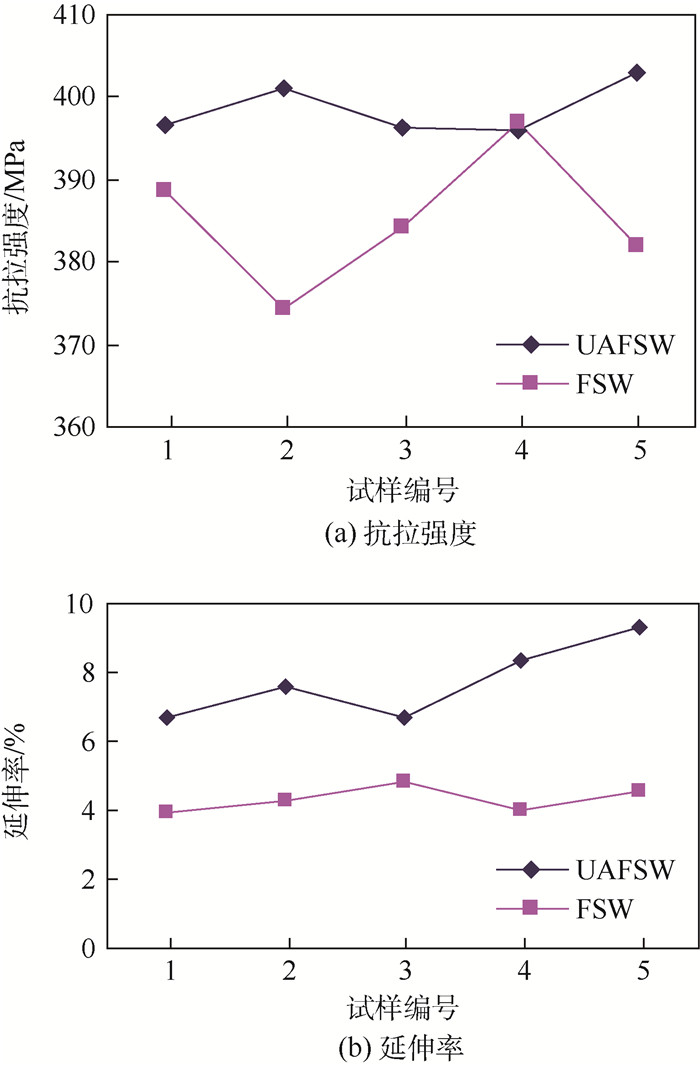
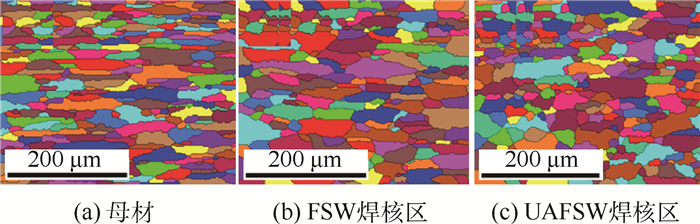
针对飞机蒙皮对接时,因搅拌摩擦焊(FSW)工艺窗口狭窄易致底部虚焊、弱连接等缺陷问题,为了探索更适合大飞机蒙皮长程稳定焊接的新方法,设计了超声辅助搅拌摩擦焊(UAFSW)与FSW的蒙皮连接对比试验,采用1.8 mm厚度的2524-T3铝合金进行了同种工艺条件下的UAFSW与FSW焊接,对表面成形良好、内部无缺陷的FSW与UAFSW焊缝,进行了拉伸、金相、扫描电镜观察等对比分析试验。结果表明,与FSW焊缝相比,UAFSW焊缝缺陷率明显降低,工艺窗口扩大;UAFSW焊缝表面纹理更细密,层叠现象消失;UAFSW焊缝的平均抗拉强度略高于FSW焊缝,达到母材强度的90.7%;UAFSW焊缝的平均延伸率则比FSW焊缝高20%左右。研究发现,超声的加入使UAFSW焊缝微观组织更细更均匀,晶粒尺寸变细小,且晶粒沿轧制方向的规律性被打乱,呈现无明显方向的杂序排列。
-
关键词:
- 飞机蒙皮 /
- 2524-T3铝合金 /
- 超声辅助搅拌摩擦焊(UAFSW) /
- 力学性能 /
- 微观组织 /
- 焊缝表面纹理
Abstract:For the bottom of the weld, weak connection and other defects in the friction stir welding(FSW) of aircraft skin, due to the narrowing of the FSW process window, in order to explore a new method that is more suitable for long-range stable welding of large aircraft skin, skinned contrast test between ultrasonic assisted friction stir welding (UAFSW) and FSW were performed, UAFSW and FSW welding were carried out under the same process conditions using 2524-T3 aluminum alloy with thickness of 1.8 mm. Tensile test, metallographic test, and scanning electron microscopy were implemented for perfect UAFSW and FSW weld joints without internal defects. The results show that, compared with FSW weld joints, the UAFSW weld joint defect rate is significantly reduced, and the process window is expanded; the UAFSW weld surface texture is finer and free from laminations; the average tensile strength of UAFSW weld joints reaches 90.7% of strength of the base material, slightly higher than that of FSW weld joints; the average elongation of UAFSW weld joints is higher than FSW weld joints by about 20%. The study found that, compared with FSW, the addition of ultrasonic makes finer and more uniform microstructure for UAFSW weld joints, reduces grain size, and disrupts the regularity of the grains along the rolling direction, which makes the grain sequence show no clear direction.
-

图 4 FSW与UAFSW焊缝的X射线无损检测照片
Figure 4. X-ray nondestructive testing radiograms of FSW and UAFSW weld joints

图 6 FSW与UAFSW焊缝的X射线无损检测照片对比
Figure 6. Comparison of X-ray nondestructive radiograms of FSW and UAFSW weld joints

图 9 FSW与UAFSW焊缝拉伸性能对比
Figure 9. Comparison of tensile property between FSW and UAFSW weld joints

图 10 FSW与UAFSW焊缝横截面宏观金相
Figure 10. Macroscopic metallographs of FSW and UAFSW weld joint cross-sections

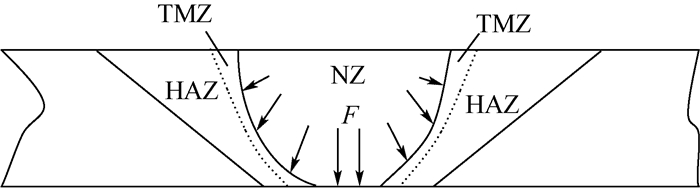
图 11 超声能对焊缝整体流变区域的影响示意图
Figure 11. Influences of ultrasonic energy on weld joint flow area
表 1 2524-T3铝合金主要化学成分
Table 1. Main chemical components of 2524-T3 aluminium alloy
元素 Cu Mg Mn Fe Si Cr Ti Zn Al 质量分数/% 4.8 1.4 1.3 0.08 0.06 < 0.005 < 0.005 < 0.005 其余  下载: 导出CSV
下载: 导出CSV
表 2 2524-T3铝合金母材力学性能
Table 2. Mechanical properties of base material of 2524-T3 aluminium alloy
力学性能 抗拉强度/MPa 屈服强度/MPa 延伸率/% 数值 439.4 360 13
下载: 导出CSV
-
[1] 党晓民, 庞丽萍, 林贵平.基于地面实验的蒙皮换热器高空换热性能分析[J].北京航空航天大学学报, 2013, 39(4):474-477. http://bhxb.buaa.edu.cn/CN/abstract/abstract12584.shtmlDANG X M, PANG L P, LIN G P. High-altitude heat transfer performance analysis for skin heat exchanger based on ground experiment[J].Journal of Beijing University of Aeronautics and Astronautics, 2013, 39(4):474-477(in Chinese). http://bhxb.buaa.edu.cn/CN/abstract/abstract12584.shtml [2] 刘兵, 彭超群, 王日初, 等.大飞机用铝合金的研究现状及展望[J].中国有色金属学报, 2010, 20(9):1705-1713. http://www.cnki.com.cn/Article/CJFDTOTAL-ZYXZ201009010.htmLIU B, PENG C Q, WANG R C, et al. Recent development and prospects for giant plane aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9):1705-1713(in Chinese). http://www.cnki.com.cn/Article/CJFDTOTAL-ZYXZ201009010.htm [3] HE D, YANG K, LI M, et al.Comparison of single and double pass friction stir welding of skin-stringer aviation aluminium alloy[J].Science and Technology of Welding and Joining, 2013, 8(7):610-615. doi: 10.1179/1362171813Y.0000000147 [4] THOMAS W M. Friction stir butt welding:PCT/GB92/02203[P].1991-12-08. [5] 张丹丹, 曲文卿, 杨模聪, 等.Al-Li合金搅拌摩擦焊搭接接头的疲劳性能[J].北京航空航天大学学报, 2013, 39(5):674-678. http://bhxb.buaa.edu.cn/CN/abstract/abstract12625.shtmlZHANG D D, QU W Q, YANG M C, et al.Fatigue property of Al-Li alloy friction stir welded lap joints[J].Journal of Beijing University of Aeronautics and Astronautics, 2013, 39(5):674-678(in Chinese). http://bhxb.buaa.edu.cn/CN/abstract/abstract12625.shtml [6] YAN J H, SUTTON M A, REYNOLDS A P.Process-structure-property relationships for nugget and heat affected zone regions of AA2524-T351 friction stir welds[J].Science and Technology of Welding and Joining, 2005, 10(6):725-736. doi: 10.1179/174329305X68778 [7] LIU H J, ZHANG H J.Repair welding process of friction stir welding groove defect[J].Transactions Nonferrous Metal Society China, 2009, 19(3):563-567. doi: 10.1016/S1003-6326(08)60313-1 [8] WU C S, ZHANG W B, SHI L, et al. Visualization and simulation of plastic material flow in friction stir welding of 2024 aluminium alloy plates[J].Transactions of Nonferrous Metals Society of China, 2012, 22(6):1445-1451. doi: 10.1016/S1003-6326(11)61339-3 [9] 贺地求, 梁建章. 超声搅拌焊接方法及其装置: 200610004059. 3[P]. 2006-01-26. HE D Q, LIANG J Z.The method and method and apparatus of ultrasonic-assisted friction-stir welding:200610004059.3[P].2006-01-26(in Chinese). [10] PARK K.Development and analysis of ultrasonic assisted friction stir welding process[D].Michigan:The University of Michigan, 2009:15-20. [11] LIU X C, WU C S, MICHAEL R, et al.Mechanical properties of 2024-T4 aluminum alloy joints in ultrasonic vibration enhanced friction stir welding[J].China Welding, 2013, 22(4):8-13. https://opus4.kobv.de/opus4-bam/frontdoor/index/index/docId/40773 [12] AMINI S, AMIRI M R. Study of ultrasonic vibrations'effect on friction stir welding[J].International Journal of Advanced Manufacturing Technology, 2014, 73(1-4):127-135. doi: 10.1007/s00170-014-5806-7 [13] LAI R L, HE D Q, LIU L C.A study of the temperature field during ultrasonic-assisted friction-stir welding[J].International Journal of Advanced Manufacturing Technology, 2014, 73(1-4):321-327. doi: 10.1007/s00170-014-5813-8 [14] 贺地求, 李剑, 李东辉, 等.铝合金超声搅拌复合焊接[J].焊接学报, 2011, 32(12):70-72. http://youxian.cnki.com.cn/yxdetail.aspx?filename=BJHK20161228000&dbname=CAPJ2015HE D Q, LI J, LI D H, et al. Study on ultrasonic stir hybrid welding of aluminum alloy[J].Transactions of the China Welding Institution, 2011, 32(12):70-72(In Chinese). http://youxian.cnki.com.cn/yxdetail.aspx?filename=BJHK20161228000&dbname=CAPJ2015 [15] 贺地求, 彭建红, 杨坤玉, 等.铝合金超声搅拌复合焊工艺及机理研究[J].中国有色金属学报, 2012, 22(10):2743-2748. http://cdmd.cnki.com.cn/Article/CDMD-10533-2008163932.htmHE D Q, PENG J H, YANG K Y, et al.Technology and mechanism of ultrasonic stir compound welding of aeronautical aluminum alloy[J].The Chinese Journal of Nonferrous Metals, 2012, 22(10):2743-2748(in Chinese). http://cdmd.cnki.com.cn/Article/CDMD-10533-2008163932.htm [16] YANG K Y, HE D Q, GAN H. Comparison of 2A12 aluminium alloy joint in ultrasonic assisted friction stir welding and friction stir welding[J].China Welding, 2014, 23(3):53-57. http://industry.wanfangdata.com.cn/yj/Detail/Periodical?id=Periodical_zghj-e201403010 -

 下载:
下载:






 点击查看大图
点击查看大图

计量
- 文章访问数: 951
- HTML全文浏览量: 97
- PDF下载量: 461
- 被引次数: 0
