



Simulation and experimental study on ultrasonic vibration drilling process characteristics of titanium alloy
-
摘要:
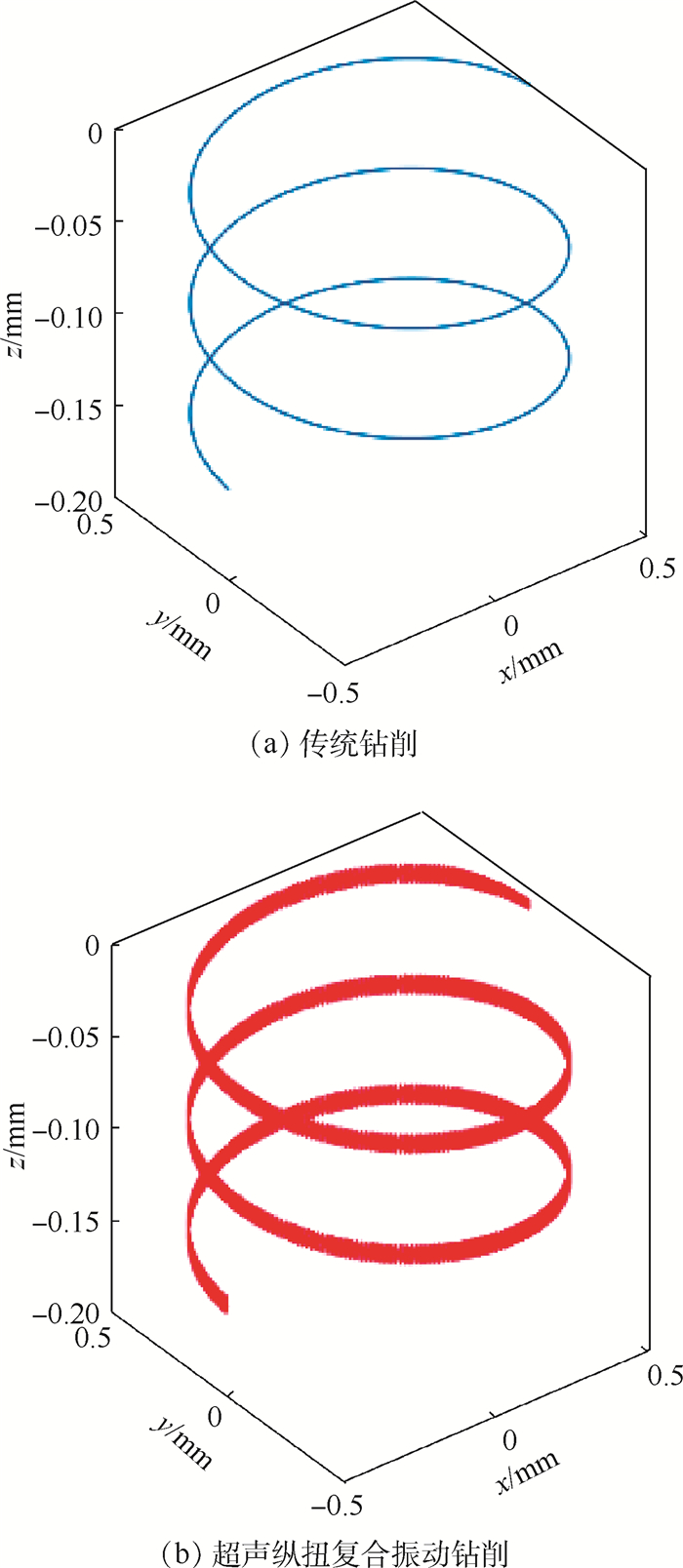
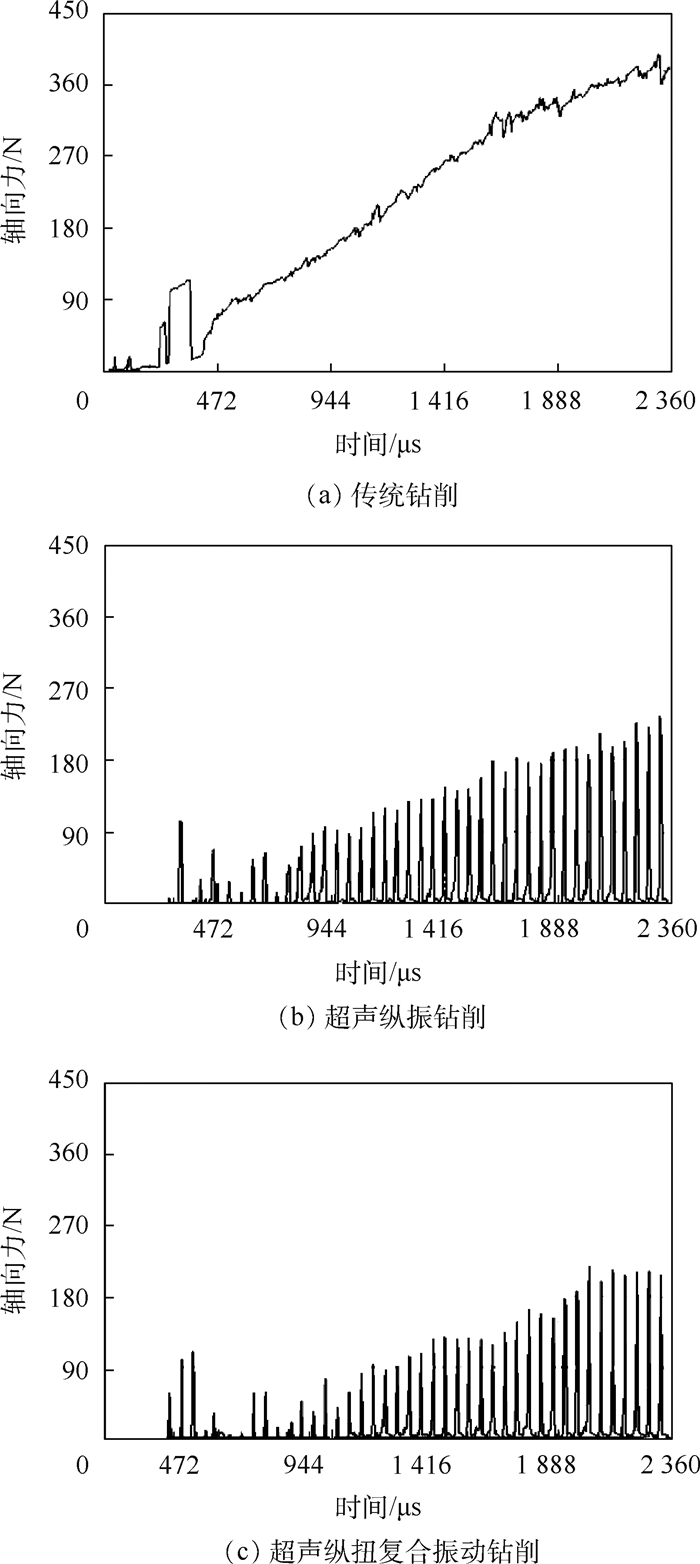
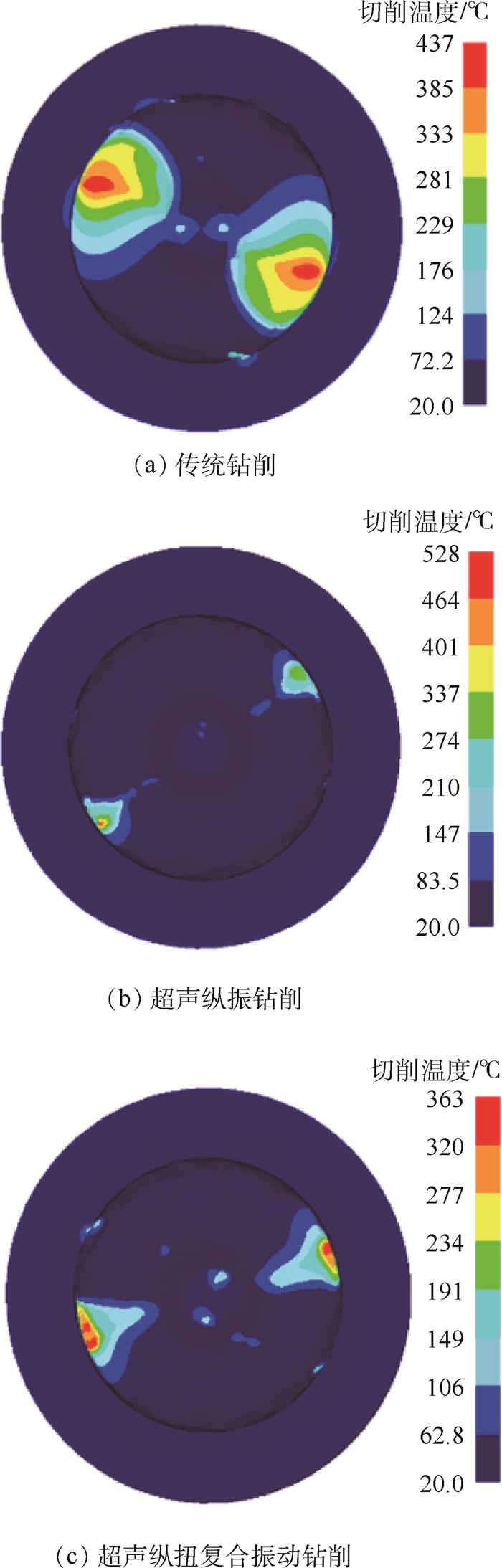
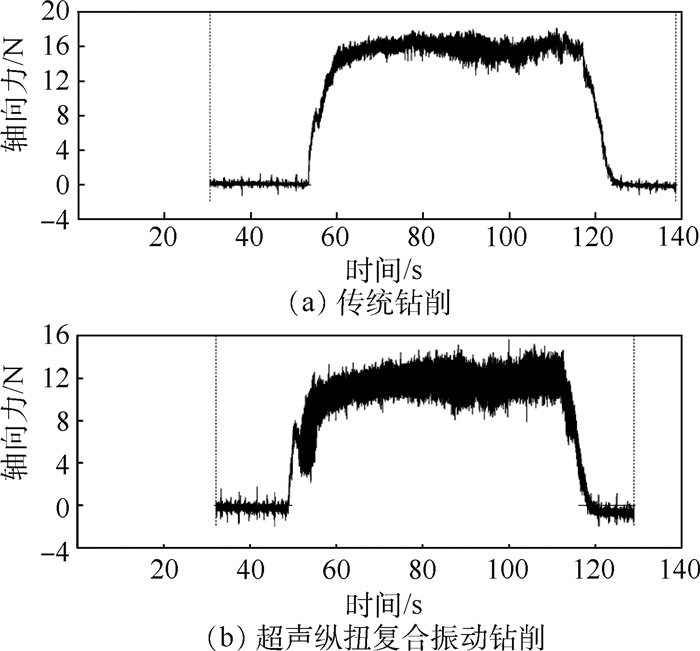
针对钛合金传统钻削中存在的切削力大、切削温度高和加工质量差等问题,研究了钛合金超声振动钻削工艺特性。首先,通过超声振动钻削的运动方程,分析了其断续切削和高速切削的特性;然后,利用Deform-3D对钛合金超声振动力钻削的轴向力、扭矩和切削温度进行了仿真,并通过超声振动钻削试验研究了轴向力、扭矩和出口毛刺相对传统钻削的变化。结果表明:钛合金超声振动钻削可以降低平均轴向力约20%,降低平均扭矩约40%,降低平均切削温度50%以上,钛合金超声加工孔的加工质量明显优于传统加工。钛合金超声纵扭复合振动钻削相比超声一维纵振钻削可以进一步降低钻削轴向力、扭矩和切削温度,体现出更好的钻削工艺特性。
Abstract:Issues of high cutting force, high cutting temperature and bad machining quality in the case of conventional titanium alloy drilling are widespread. Thus a study of ultrasonic vibration drilling process characteristics of titanium alloy was carried out. Firstly, the characteristics of both interrupted cutting and high-speed cutting were analyzed using the equation of motion of ultrasonic vibration drilling. Secondly, Deform-3D was then employed to simulate the axial force, torque and cutting temperature of titanium alloy ultrasonic vibration drilling. In the final step, ultrasonic vibration drilling of titanium alloy was conducted. This aided the investigation of relative change in cutting forces, torque as well as exit burrs of ultrasonic vibration drilling in comparison to conventional drilling. The results show that ultrasonic vibration drilling of titanium alloy can reduce the axial force by about 20%, the torque by about 40% and the average cutting temperature by about 50%. And the processing quality by ultrasonic vibration drilling of titanium alloy is superior when compared to conventional drilling. The longitudinal-torsional composite ultrasonic vibration drilling of titanium alloy is more effective than one-dimensional longitudinal ultrasonic vibration drilling as it has much greater influence in the reduction of axial force, torque and cutting temperature, which shows superior drilling processing characteristics.
-

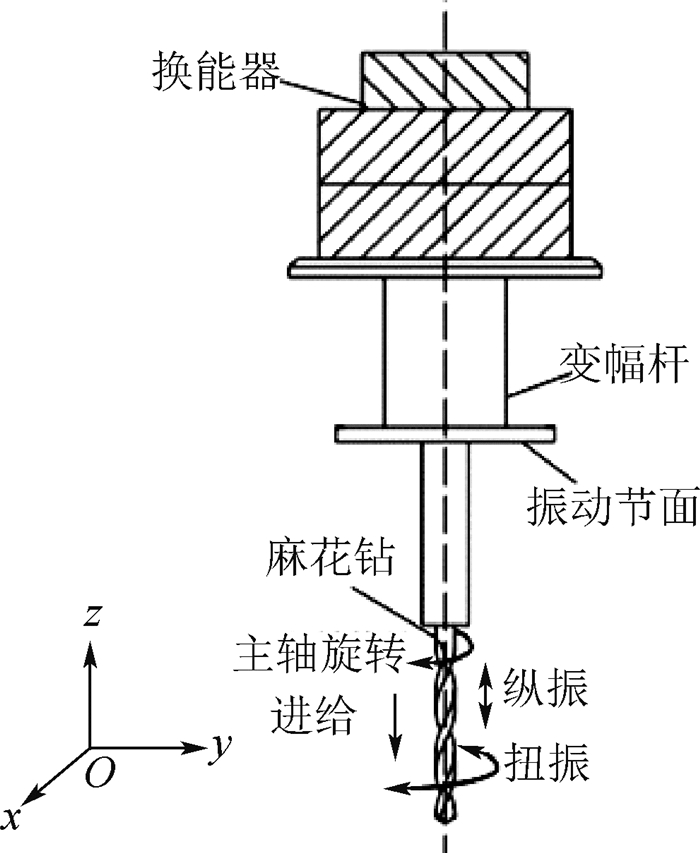
图 1 典型超声纵扭复合振动钻削系统
Figure 1. Typical ultrasonic longitudinal-torsional composite drilling system

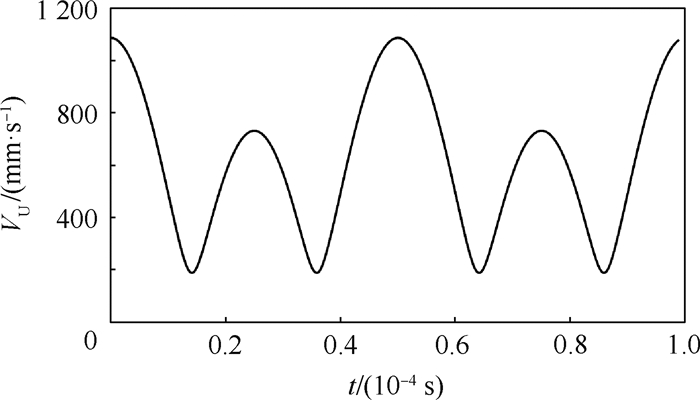
图 3 超声振动钻削切削刃最外侧点运动速度曲线
Figure 3. Motion speed curve of outermost point of cutting edges in ultrasonic vibration drilling

图 6 不同加工方式的钛合金钻削轴向力曲线
Figure 6. Axial force curves of titanium alloy drilling with different processing methods

图 7 不同加工方式的钛合金钻削扭矩曲线
Figure 7. Torque curves of titanium alloy drilling with different processing methods

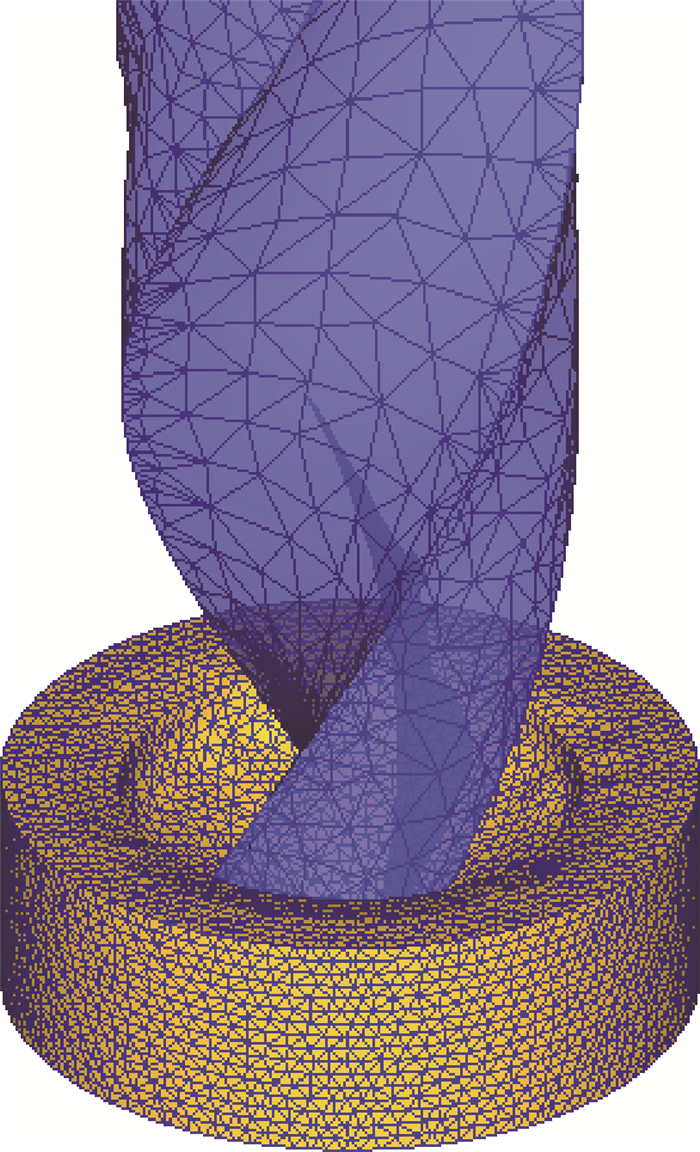
图 8 钛合金钻削仿真过程最高温时刻切削温度云图
Figure 8. Contour of the highest cutting temperature during titanium alloy drilling simulation process
表 1 刀具与工件材料参数
Table 1. Material parameters of tool and workpiece
材料 弹性模量/GPa 泊松比 密度/(g·cm-3) 热膨胀率/(10-6℃-1) Ti6Al4V 110 0.31 4.43 9.5 钨钢(WC-Co) 524 0.23 15.7 6.3  下载: 导出CSV
下载: 导出CSV
表 2 仿真参数
Table 2. Simulation parameters
钻削方式 进给速度/(mm·s-1) 主轴转速/(r·min-1) 振动频率/Hz 纵振振幅/mm 扭振角振幅/rad 传统钻削 5 5 000 0 0 0 超声纵振钻削 5 5 000 20 000 0.005 0 超声纵扭复合振动钻削 5 5 000 20 000 0.005 0.01
下载: 导出CSV
表 3 麻花钻超声振动参数
Table 3. Ultrasonic vibration parameters of twist drill
参数 数值 直径/mm 1 谐振频率/Hz 21 130 纵振振幅/mm 0.025 扭振角振幅/rad 0.01
下载: 导出CSV
表 4 超声钻削试验参数
Table 4. Experimental parameters of ultrasonic vibration drilling
钻削方式 进给速度/(mm·s-1) 主轴转速/(r·min-1) 振动频率/Hz 钻削深度/mm 传统钻削 0.05 5 000 0 3 超声钻削 0.05 5 000 21 130 3
下载: 导出CSV
表 5 平均轴向力试验结果
Table 5. Experimental results of average axial force
刀具编号 对比组数 超声振动 平均轴向力/N 轴向力减小比例/% 1-1 第1组 有 15.07 20.72 无 19.01 第2组 有 16.19 19.81 无 20.19 1-2 第1组 有 12.48 23.01 无 16.21 第2组 有 13.80 17.66 无 16.76
下载: 导出CSV
表 6 平均扭矩试验结果
Table 6. Experimental results of average torque
刀具编号 对比组数 超声振动 平均扭矩/(N·mm) 扭矩减小比例/% 1-1 第1组 有 11 35.29 无 17 第2组 有 9 40.00 无 15 1-2 第1组 有 6 45.45 无 11 第2组 有 7 36.36 无 11
下载: 导出CSV
表 7 孔径和出口毛刺高度测量结果
Table 7. Measurement results of hole diameter and exit burrs height
刀具编号 对比组数 超声振动 孔径/mm 出口毛刺高度/mm 1-1 第1组 有 1.022~1.042 0.027 无 1.020~1.061 0.061 1-2 第1组 有 1.026~1.052 0.024 无 1.023~1.075 0.073
下载: 导出CSV
-
[1] BREWER W D, BIRD R K, WALLACE T A.Titanium alloys and processing for high speed aircraft[J].Materials Science and Engineering A-Structural Materials Properties Microstructure and Processing, 1998, 243(1):299-304. http://cn.bing.com/academic/profile?id=52c5909acefc09dd4264bf9e8049d178&encoded=0&v=paper_preview&mkt=zh-cn [2] 刘奇先, 刘杨, 高凯.钛合金的研究进展与应用[J].航天制造技术, 2011(4):45-48. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=htgy201104012LIU Q X, LIU Y, GAO K.Research progress and application of titanium alloys[J].Aerospace Manufacturing Technology, 2011(4):45-48(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=htgy201104012 [3] MACHADO A R, WALLBANK J.Machining of titanium and its alloys-A review[J].Proceedings of the Institution of Mechanical Engineers, Part B:Journal of Engineering Manufacture, 1990, 204(1):53-60. doi: 10.1243/PIME_PROC_1990_204_047_02 [4] YANG X, LIU R.Machining titanium and its alloy[J].Machining Science and Technology, 1999, 3(1):107-139. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=10.1080/10910344.2017.1402932 [5] 南成根, 吴丹, 马信国, 等.碳纤维复合材料/钛合金叠层钻孔质量研究[J].机械工程学报, 2016, 52(11):177-185. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jxgcxb201611023NAN C G, WU D, MA X G, et al.Study on the drilling quality of carbon fiber reinforced plastic and titanium stacks[J].Journal of Mechanical Engineering, 2016, 52(11):177-185(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=jxgcxb201611023 [6] PUJANA J, RIVERO A, CELAYA A.Analysis of ultrasonic-assisted drilling of Ti6Al4V[J].International Journal of Machine Tools and Manufacture, 2009, 49(6):500-508. doi: 10.1016/j.ijmachtools.2008.12.014 [7] SENTHILKUMAR M, PRABUKARTHI A, KRISHNARAJ V.Study on tool wear and chip formation during drilling carbon fibre reinforced polymer (CFRP)/titanium alloy (Ti6Al4V) stacks[J].Procedia Engineering, 2013, 64:582-592. doi: 10.1016/j.proeng.2013.09.133 [8] 冯平法, 王健健, 张建富, 等.硬脆材料旋转超声加工技术的研究现状及展望[J].机械工程学报, 2017, 53(19):3-21. http://d.old.wanfangdata.com.cn/Periodical/jxgcxb201719002FENG P F, WANG J J, ZHANG J F, et al.Research status and future prospects of rotary ultrasonic machining of hard and brittle materials[J].Journal of Mechanical Engineering, 2017, 53(19):3-21(in Chinese). http://d.old.wanfangdata.com.cn/Periodical/jxgcxb201719002 [9] PAKTINAT H, AMINI S.Ultrasonic assistance in drilling:FEM analysis and experimental approaches[J].International Journal of Advanced Manufacturing Technology, 2017, 92(5-8):2653-2665. doi: 10.1007/s00170-017-0285-2 [10] AZIZ M, OHNISHI O, ONIKURA H.Novel micro deep drilling using micro long flat drill with ultrasonic vibration[J].Precision Engineering, 2012, 36(1):168-174. doi: 10.1016/j.precisioneng.2011.07.010 [11] AZARHOUSHANG B, AKBARI J.Ultrasonic-assisted drilling of inconel 738-LC[J].International Journal of Machine Tools and Manufacture, 2007, 47(7-8):1027-1033. doi: 10.1016/j.ijmachtools.2006.10.007 [12] 闫明鹏, 邵华.超声振动钻削钛合金的刀具温度和磨损分析[J].工具技术, 2011, 45(8):26-30. doi: 10.3969/j.issn.1000-7008.2011.08.006YAN M P, SHAO H.Analysis of temperature and wear of tool of ultrasonic vibration drilling Ti alloys[J].Tool Engineering, 2011, 45(8):26-30(in Chinese). doi: 10.3969/j.issn.1000-7008.2011.08.006 [13] 聂倩倩.超声振动辅助微细钻削钛合金试验研究[C]//2016年全国超声加工技术研讨会.北京: 中国机械工程学会, 2016: 319-324. http://cpfd.cnki.com.cn/Article/CPFDTOTAL-ZGVE201610002050.htmNIE Q Q.Experimental study on ultrasonic-assisted micro drilling of Ti6Al4V[C]//2016 National Seminar on Utrasonal Maching Technology.Beijing: China Machinery Engineering Society, 2016: 319-324(in Chinese). http://cpfd.cnki.com.cn/Article/CPFDTOTAL-ZGVE201610002050.htm [14] 孙鑫.航空材料自动化精密制孔工艺研究[D].南京: 南京航空航天大学, 2014. http://cdmd.cnki.com.cn/Article/CDMD-10287-1014061461.htmSUN X.Research on automatic precision drilling process of aeronautic material[D].Nanjing: Nanjing University of Aeronautics and Astronautics, 2014(in Chinese). http://cdmd.cnki.com.cn/Article/CDMD-10287-1014061461.htm [15] 李哲, 张德远, 姜兴刚.钛合金旋转超声辅助钻削的出口毛刺[J].北京航空航天大学学报, 2017, 43(7):1380-1386. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=bjhkhtdxxb201707013LI Z, ZHANG D Y, JIANG X G.Exit burr in rotary ultrasonic-assisted drilling of titanium alloys[J].Journal of Beijing University of Aeronautics and Astronantics, 2017, 43(7):1380-1386(in Chinese). http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=bjhkhtdxxb201707013 -

 下载:
下载:





 点击查看大图
点击查看大图
计量
- 文章访问数: 739
- HTML全文浏览量: 136
- PDF下载量: 772
- 被引次数: 0
